CO2 Laser vs. Fiber Laser Cutting: Руководство по выбору (сравнение эффективности, стоимости и обслуживания)
Choosing a laser cutter is confusing. The wrong machine hurts your bottom line with high costs and low output. I'm here to help you make the right choice.
Fiber lasers generally offer higher efficiency, lower operating costs, and less maintenance, making them ideal for high-throughput industries. CO2 lasers excel at cutting thicker materials but come with higher energy use and upkeep. The best choice depends on your specific material and production goals.

As the General Manager of MZBNL, I've spoken with thousands of plant managers and business owners since 2010. The choice between CO2 and fiber laser technology comes up in almost every conversation. It's not just a technical decision; it's a strategic one that impacts your profitability and competitive edge for years to come. Let's break down the critical factors so you can invest with confidence.
What are the key differences between CO2 and Fiber Laser cutting technologies?
Unsure about the core technology? This uncertainty can lead to a poor investment. Let's break down the fundamental mechanics behind each laser type for total clarity.
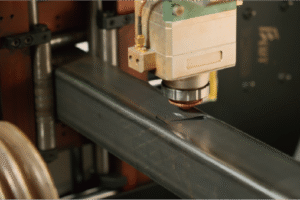
The main difference is the laser source. CO2 lasers use a gas mixture (CO2, helium, nitrogen) excited by electricity. Fiber lasers use diodes to pump a fiber optic cable, creating a more focused and intense beam. This core difference impacts everything from efficiency to maintenance.

To truly understand which machine is right for you, we need to dive deeper into how they work. I've seen clients make expensive mistakes by overlooking these fundamentals. The technology inside the machine directly dictates its performance on your factory floor.
The Laser Medium
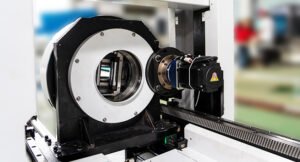
The heart of a CO2 laser is a glass tube filled with a gas mixture. High voltage is passed through this tube to excite the gas molecules and produce photons, which create the laser beam. This is older, but reliable, technology. It requires a lot of components like mirrors, turbines, and a complex cooling system. In contrast, a fiber laser is a solid-state[^1] system. It uses semiconductor diodes as a light source to "pump" energy into a fiber optic cable. The beam is generated and contained entirely within this fiber, making it incredibly stable and simple. There are no mirrors to align and far fewer moving parts to fail.
Wavelength and Material Interaction
This is where the physics gets interesting and has a huge impact on your work. A CO2 laser produces a beam with a wavelength[^2] of 10.6 micrometers. This is excellent for non-metallic materials like wood, acrylic, and leather. It's also good for thick steel. A fiber laser, however, has a much shorter wavelength of about 1 micrometer. This wavelength is absorbed far more effectively by metals, especially reflective ones like aluminum, brass, and copper. This superior absorption is a key reason why fiber lasers[^3] cut thin metals so much faster.
How do CO2 and Fiber Lasers compare in terms of cutting efficiency?
Slow production is killing your margins. Inefficient machines consume too much power and time. Let's examine which technology gives you the speed and energy savings you need.
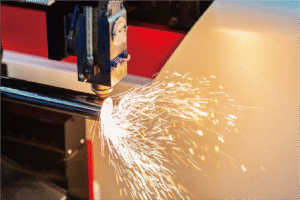
Fiber lasers are significantly more efficient, converting 30-40% of electrical input into cutting power, versus 10-15% for CO2 lasers. This leads to faster cutting speeds, especially on thin metals, and dramatically lower electricity bills, boosting your overall operational profitability.
In my business, efficiency isn't just a buzzword; it's the difference between profit and loss. When we talk about efficiency, we are looking at two key areas: how much electricity the machine uses and how quickly it can cut your parts. The difference between fiber and CO2 technology here is staggering and directly impacts your operational costs every single day.
Wall-Plug Efficiency Explained
This is a simple measure of how much electrical power drawn from the wall is converted into a useful laser beam. As I mentioned, fiber lasers are two to three times more efficient than CO2 lasers. Think about that in terms of your monthly utility bill. A 4kW fiber laser often consumes about one-third of the power of a 4kW CO2 laser system. This isn't a small saving; over the life of the machine, it can add up to tens of thousands of dollars. Because less energy is wasted as heat, the cooling requirements for a fiber laser are also much simpler and less power-hungry.
A Real-World Example from an MZBNL Client
I remember a client in the automotive parts industry who was running three older CO2 machines. Their production was bottlenecked, and their energy costs were through the roof. We replaced them with two of our MZBNL fiber laser cutters. Not only did their production output increase by over 40%, but their electricity bill for the cutting department dropped by nearly 60%. This is the kind of tangible ROI that reshapes a business. For high-demand environments, the efficiency of fiber technology sets a new standard.
What are the cost implications of using CO2 versus Fiber Laser cutters?
The initial price tag is just the beginning. Hidden operational costs can destroy your ROI. We need to look at the total cost of ownership to protect your investment.
While initial purchase prices can be similar, fiber lasers have a much lower total cost of ownership. This is due to lower energy consumption, no need for expensive laser gases, and significantly reduced maintenance requirements, offering better long-term cost-effectiveness.

When you're considering a major capital investment like a laser cutter, you have to look beyond the initial quote. I always advise our clients to analyze the Общая стоимость владения (TCO)[^4]. This includes the purchase price, but also all the costs you will incur over the next 5-10 years of running the machine. This is where the financial advantage of fiber laser technology becomes incredibly clear.
Первоначальные инвестиции (капитальные затраты)
Years ago, fiber lasers were significantly more expensive than their CO2 counterparts. But technology has advanced quickly. Today, the capital expenditure for a new fiber laser is often comparable to, or even less than, a new CO2 laser of similar power. At MZBNL, we've focused on engineering solutions that make this advanced technology accessible. So, the old argument that CO2 is the "cheaper" option upfront is no longer true in most cases.
Operational Costs (OpEx)
This is where fiber lasers truly shine. We've already discussed the massive savings in electricity. But there's more.
- Расходные материалы: CO2 lasers require a constant supply of expensive, high-purity laser gases to generate the beam. This is a recurring operational cost that simply does not exist with a fiber laser.
- Детали для технического обслуживания: The mirrors, optics, and turbines in a CO2 laser resonator[^5] wear out and need to be replaced. These are costly components. A fiber laser source is a sealed, solid-state unit with no user-serviceable parts, eliminating this expense.
When you add up these daily, weekly, and yearly savings, the financial case for fiber becomes undeniable for most metal processing applications.
How do maintenance requirements differ between CO2 and Fiber Laser systems?
Downtime is a profit killer. Complex maintenance routines mean your machine isn't making you money. Let's compare the upkeep to see which system keeps you running longer.
Fiber lasers are solid-state and have virtually no maintenance on the laser source, offering up to 100,000 hours of service life. CO2 lasers require regular maintenance, including mirror alignment, optics cleaning, and periodic resonator refurbishment, leading to more frequent and costly downtime.

One of the proudest achievements at MZBNL is how we've simplified complex technology. Our goal is to reduce operator training from weeks to a single day. A huge part of that is building machines that don't require constant tinkering. The low-maintenance nature of fiber laser technology is a core reason we can deliver on that promise. Less maintenance means less downtime and higher operational resilience.
The CO2 Maintenance Checklist
Operating a CO2 laser is like owning a classic car; it requires a lot of attention. Operators or technicians must regularly:
- Check and clean the beam path optics.
- Align the beam delivery mirrors. Any slight misalignment can drastically reduce cutting power and quality.
- Service the turbines or blowers that circulate the laser gas.
- Perform periodic resonator maintenance or rebuilds, which can take the machine out of service for days.
All of this scheduled and unscheduled downtime adds up, hurting your productivity and your ability to meet deadlines.
The Simplicity of Fiber Laser Upkeep
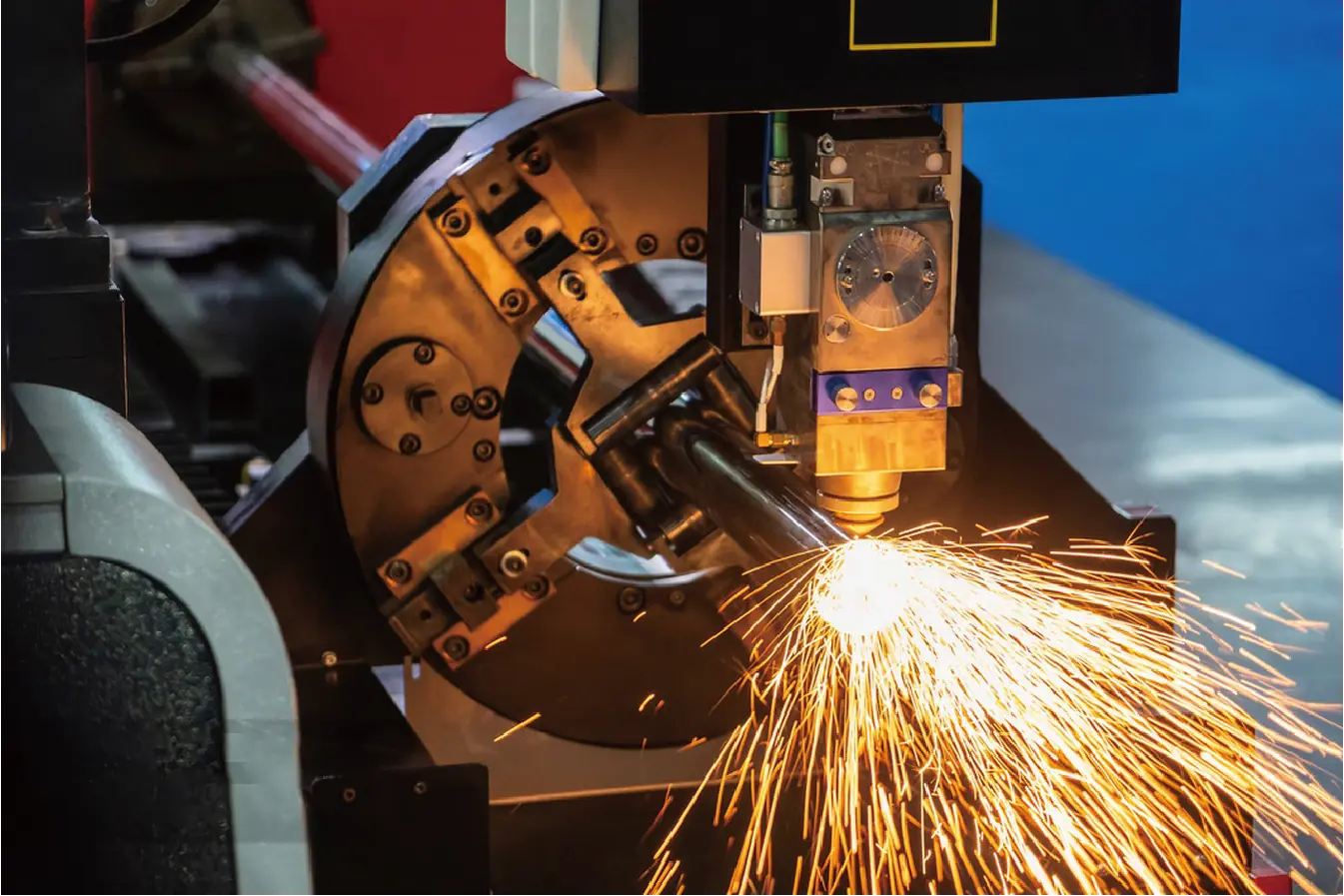
A fiber laser source is a completely different story. The beam is generated and delivered within a sealed fiber optic cable. There are no mirrors to align, no gas to replace, and no regular internal servicing required. The laser source itself is rated for 50,000 to 100,000 hours of operation. For most shops, that's over 15 years of use. The maintenance is limited to routine checks of the chiller, focus lens, and machine mechanics—the same as you'd have on any CNC machine. This reliability is vital for businesses moving towards automation and "lights-out" manufacturing.
What are the recommendations for choosing between CO2 and Fiber Lasers based on application needs?
Making the final choice feels overwhelming. You don't want to buy the wrong machine for your specific jobs. Here are our clear, application-based recommendations to guide your decision.
Choose a fiber laser for high-speed cutting of thin to medium-thickness metals like steel, aluminum, and brass. It's ideal for automotive, furniture, and general fabrication. Opt for a CO2 laser if your primary work involves cutting very thick metals or non-metallic materials like acrylics and wood.

After considering the technology, efficiency, cost, and maintenance, the final decision comes down to what you will be cutting every day. At MZBNL, we help our 4,000+ clients make this choice by focusing on their specific applications. The right technology is the one that makes your business more productive and profitable.
When to Choose a Fiber Laser
In today's market, I recommend a fiber laser for about 90% of metal-cutting applications. You should choose a fiber laser if:
- You primarily cut metals under 20mm (¾ inch) thick, including steel, stainless steel, aluminum, brass, and copper.
- Your business is in a high-throughput sector like automotive parts, furniture manufacturing, or architectural decoration.
- Speed, low operational cost, and high uptime are your top priorities.
- You want a machine that is easy to operate and requires minimal maintenance.
The versatility and efficiency of fiber have made it the new standard for modern metal fabrication.
The Niche for CO2 Lasers
While fiber is dominant, CO2 technology still has its place. You should consider a CO2 laser if:
- Your primary business is cutting non-metallic materials like thick acrylic, wood, or fabric. The longer wavelength of the CO2 laser provides a superior edge finish on these materials.
- You consistently cut very thick steel (over 25mm or 1 inch) and require an extremely smooth, polished edge quality straight off the machine.
For these specific, niche applications, a CO2 laser can still be a viable tool. But for the vast majority of our clients, the future is fiber.
Заключение
For most modern metal fabrication, the fiber laser is the clear winner. Its superior efficiency, lower operating costs, and minimal maintenance deliver a faster ROI and greater operational resilience. At MZBNL, we believe it's the new standard for a competitive edge in manufacturing.
У вас есть вопросы или нужна дополнительная информация?
Свяжитесь с нами, чтобы получить индивидуальную помощь и квалифицированный совет.