Fiber Laser Power Selection Guide for Manufacturers
Choosing the wrong laser power wastes money and time. It cripples your efficiency and product quality. I will show you how to balance performance and cost perfectly.
To choose the right fiber laser power, evaluate your material type, thickness, and desired cutting speed. For the best ROI, also consider operational simplicity and material savings features, which can significantly reduce costs beyond just cutting performance.

I've spent over a decade helping manufacturers make this exact decision. It's one of the most critical investments you can make. The right choice accelerates your growth. The wrong one becomes a bottleneck that holds you back for years. Let’s walk through this process step-by-step so you can make a choice that drives real profit for your business.
What are the key factors manufacturers should consider when selecting fiber laser power?
Many factors influence your choice. Overlooking just one can lead to a poor, long-term investment. So, we focus on the most critical elements for your success.
The key factors are material type, material thickness, and required production speed. Beyond these, consider the total cost of ownership, including operator skill level and potential for material waste reduction, to ensure a profitable investment.

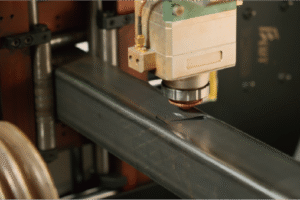
When I meet with plant managers, the conversation often starts with kilowatts. But the best decision goes much deeper. At MZBNL, we encourage our partners to look at the complete picture. Raw power is important, but it's only one piece of the puzzle. I remember a client in the furniture business who was convinced they needed a very high-power machine. After we analyzed their production, we found that 90% of their work was on thin-walled steel tubes. A mid-range laser was more than enough. The real bottleneck was their complex programming and high material waste. We showed them how our system, with its simple interface and zero-waste tail material innovation[^1], could boost their output more than a higher-power laser ever could.
Beyond the Basics: Total Value
Thinking about total value is the most important shift you can make. It protects your investment. Here is how we break it down for our clients:
- Material Properties: What is the primary type and thickness of the metal you cut? This sets your baseline power requirement.
- Production Goals: What is your target speed and volume? This helps determine if you need a higher power level for faster throughput.
- Operational Efficiency: How easy is the machine to operate? High-power equipment is useless if it requires a highly-skilled, expensive operator. Our "no CAD system" philosophy means an operator is fully trained in one day, not weeks.
- Cost-Effectiveness: What is the true cost? This includes the initial price, energy consumption, and, most importantly, material savings. Better material utilization[^2] often delivers more ROI than raw cutting speed.
How does material type influence the choice of fiber laser power?
Different metals react differently to a laser. Using the wrong power can damage materials, create a poor finish, or simply be inefficient. Here is a simple guide.
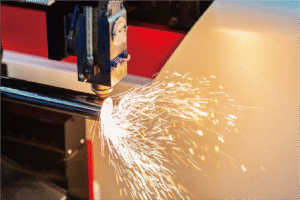
Material type is crucial. Reflective materials like aluminum and brass require higher power to initiate a cut. Carbon steel absorbs laser energy well, needing less power for the same thickness compared to stainless steel, which requires more power for a clean, fast cut.

In my experience, understanding how a laser interacts with your specific materials is non-negotiable. For our clients in the automotive parts industry, cutting high-strength steel or aluminum cleanly is a core requirement. Aluminum is highly reflective. So, you need a higher peak power to couple the laser energy into the material effectively. Once the cut starts, it proceeds quickly. For clients in architectural decoration or sanitary ware, stainless steel is common. While less reflective than aluminum, it requires more power than mild steel to achieve a fast, clean, dross-free edge[^3]. This is critical because a clean cut reduces or eliminates the need for secondary finishing processes, saving both time and labor costs. This is a perfect example of how choosing the right power directly impacts your operational efficiency beyond just the cutting machine itself.
| Material | Reflectivity | Power Requirement | Common Application |
|---|---|---|---|
| Carbon Steel | Low | Moderate | General Fabrication |
| Stainless Steel | Medium | High | Sanitary Ware, Decoration |
| Aluminum | High | Very High | Automotive, Aerospace |
| Brass/Copper | Very High | Highest | Electrical Components |
What are the common mistakes to avoid in fiber laser power selection?
It is easy to make a costly mistake. This decision can lock you into an inefficient process for years. But I have seen three common errors made repeatedly.
The most common mistakes are buying more power than needed ("over-speccing"), ignoring future needs, and focusing only on cutting speed while overlooking operational complexity and material waste. A balanced approach provides the best long-term ROI.

I want to help you avoid these traps. The first mistake is simply buying too much power. A sales representative might push a 12kW laser, but if 95% of your work is 3mm steel tube, that machine will be a massive waste of capital and energy. The second mistake is ignoring the operator. A powerful machine with complex software creates a huge dependency on a single, highly-trained employee. We designed our machines to fix this. Because our system is so simple, any operator can be fully trained in a single day. This gives our clients incredible flexibility. The third, and perhaps most costly mistake, is forgetting about material utilization. A high-power laser is fast, but if your process creates significant waste, you are losing money on every part. Our "zero waste tail material innovation" is a core part of our design because we know that saving material often has a bigger impact on your bottom line than cutting a few seconds faster.
How can manufacturers assess their specific needs for fiber laser power?
You need a clear process for evaluation. Guesswork leads to buying the wrong machine. You can follow this simple, three-step assessment that I give to all my clients.
Assess your needs by first auditing your most common jobs: material type, max thickness, and required daily output. Second, project future growth and new materials. Finally, request sample cuts from vendors to verify performance on your specific parts.

This is about making a data-driven decision, not an emotional one. I always tell my team and my clients to trust the process, not just the spec sheet. It's a simple framework that ensures you get the right tool for the job.
Step 1: Audit Your Current Production
Look at your job history for the last 6-12 months. What is the material and thickness you cut 80% of the time? Don't buy a machine for the 5% of jobs you do once a year. Optimize for your daily work. Identify your current production bottlenecks. Is it the cutting speed itself, or is it the setup time between jobs? The answer will tell you whether to invest in more power or in a more efficient, easy-to-use system.
Step 2: Plan for the Future
Where do you see your business in three to five years? Are you planning to expand into new markets or work with different materials? Buying a machine with slightly more power than you need today can be a smart move, but only if it aligns with a clear business plan. This provides a buffer for growth without over-investing in capacity you may never use.
Step 3: Test, Don't Guess
Never buy a machine without seeing it cut your own parts from your own material. At MZBNL, we insist on it. We want you to see the quality, the speed, and the ease of operation firsthand. This builds trust and removes all doubt. It ensures the machine you buy is the machine you need.
What are the industry standards and best practices for choosing fiber laser power?
You want to know what other successful shops are doing. Following outdated advice can leave you behind. So, here are the current best practices we see in the market.
A best practice is to choose a power level that can comfortably handle 80% of your work at 70-80% of its maximum output. This ensures longevity and provides a buffer for thicker materials. Also, prioritize systems with smart, easy-to-use software.

The old way of thinking was just "more power, more speed." The modern, profitable way of thinking is "total efficiency." A key best practice is to avoid running your laser at 100% power all day. Just like a car, this causes premature wear. Sizing your laser so that your most common jobs run at 70-80% power is a smart, reliable strategy for long-term machine health. While we see a trend towards higher power lasers becoming more standard, the real industry leaders are looking at the entire system. They ask us about training time. They ask about our 30+ patents. They ask about our ISO certification[^4]. And they ask about material utilization. Because they know that true competitive advantage comes from a combination of cutting power and operational simplicity. The best practice is to invest in a solution, not just a machine.
Conclusion
Selecting the right fiber laser power is a balance. Look beyond raw power and speed. Consider material type, operational ease, and material-saving features. This holistic view ensures you invest in a solution that delivers maximum efficiency, quality, and long-term profitability for your business.
Have Questions or Need More Information?
Get in touch with us for personalized assistance and expert advice.