Tüp Lazer Kesim Makineleri Nedir ve Nasıl Çalışır?

Yavaş, hatalı ve emek yoğun geleneksel boru kesme yöntemleriyle mi mücadele ediyorsunuz? Bu modası geçmiş süreçler genellikle malzeme israfına yol açar ve tasarım karmaşıklığını sınırlayarak üretkenliğinizi engeller. Benzersiz hassasiyet, hız ve çok yönlülük sunan, metal imalat iş akışınızı dönüştüren bir çözüm hayal edin.
Tüp lazer kesim makinesi, karmaşık şekilleri ve desenleri metal tüplere ve borulara kesmek için odaklanmış, yüksek güçlü bir lazer ışını kullanan özel bir ekipman parçasıdır. Çeşitli endüstriyel uygulamalarda yüksek hassasiyet, hız ve tekrarlanabilirlik için bilgisayarlı sayısal kontrol (CNC) altında çalışır.
Üretim kapasitenizi yükseltmek istiyorsanız, tüp lazer kesimin inceliklerini anlamak çok önemlidir. Bu teknoloji üretim süresini önemli ölçüde azaltabilir, israfı en aza indirebilir ve daha karmaşık tasarımlara kapı açabilir. Bu makinelerin nasıl çalıştığını ve modern imalata getirdiği faydaları keşfedelim.
Manuel testere ve matkaplardan tam otomatik lazer sistemlerine uzanan yolculuk, metal imalatında oyunun kurallarını değiştirdi. Birleşik Arap Emirlikleri'nde eski ekipmanlarının sınırlamaları ile boğuşan Ahmed Al-Farsi adlı bir müşteriyi ziyaret ettiğimi hatırlıyorum. Ekibi kurulum için saatler harcıyordu ve son işlem kalitesi için genellikle ikincil işlemler gerekiyordu. Daha karmaşık mimari metal işleri ve hassas otomotiv parçalarına olan talep, geleneksel yöntemlerinin sınırlarını zorluyordu. Bu münferit bir hikaye değil; sektör genelinde karşılaşılan ortak bir zorluk. Tüp lazer kesimin ortaya çıkışı, Ahmed'inki gibi işletmelerin rekabetçi kalmak ve sofistike bileşenlere yönelik gelişen pazar taleplerini karşılamak için ihtiyaç duyduğu verimlilik ve kalitede bir sıçrama sunarak tam da bu sorunlu noktaları ele alıyor. Mesele sadece metal kesmek değil; mesele inovasyonu mümkün kılmak ve üretimi kolaylaştırmak.
Tüp lazer kesim makinesi nedir?
Bir tüp lazer kesim makinesini diğer kesme aletlerinden ayıran özellikler konusunda net değil misiniz? Bu netlik eksikliği, karmaşık tasarımlar ve verimli üretim için tam potansiyelinden yararlanmanızı engelleyebilir. Bu gelişmiş üretim teknolojisinin tanımlayıcı özelliklerini ve yeteneklerini keşfedin.
Tüp lazer kesim makinesi, metal tüpleri ve profilleri hassas bir şekilde kesmek, delmek veya oymak için bilgisayarlı sayısal kontrol (CNC) tarafından yönlendirilen yüksek yoğunluklu bir lazer ışını kullanan otomatik bir sistemdir. Fiziksel temaslı takımlar olmadan karmaşık geometriler ve yüksek hızlı işleme sağlar.
Bir tüp lazer kesim makinesinin gerçekte ne olduğunu anlamak, basit bir tanımın ötesine geçer. Bu, boru şeklindeki bileşen üretimine yaklaşımımızda bir paradigma değişikliğinin farkına varmakla ilgilidir. Yıllar boyunca benim gibi imalatçılar birden fazla makineye ve sürece (testere, delme, frezeleme, delme) bel bağladı; her adım zaman, hata potansiyeli ve işçilik maliyeti ekliyordu. Bu yeteneklerin tek bir otomatik platforma entegre edilmesi, bu makineleri devrim niteliğinde kılıyor. Temel teknolojiyi, çeşitli uygulamalarını ve MZBNL'de öncülük ettiğimiz No-CAD sistemleri gibi bu makineleri her zamankinden daha erişilebilir ve güçlü hale getiren sürekli gelişmeleri inceleyeceğiz. Bu keşif, bu teknolojinin modern üretimde neden vazgeçilmez hale geldiğini kapsamlı bir şekilde anlamanızı sağlayacaktır.
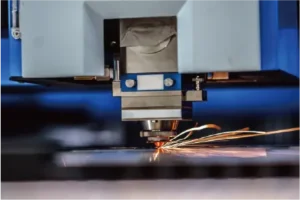
Tüp lazer kesim makinesi, metal tüplerin ve boruların hassas ve verimli bir şekilde işlenmesi için özel olarak tasarlanmış üretim teknolojisinde önemli bir sıçramayı temsil eder. Genel amaçlı lazer kesicilerin aksine bu makineler, kesme işlemi sırasında silindirik veya profilli iş parçalarını güvenli bir şekilde tutmak ve doğru bir şekilde döndürmek için aynalar ve destekler gibi özel taşıma sistemleriyle optimize edilmiştir. Makinenin çekirdeği bir yüksek güçlü lazer rezonatörü (fiber veya CO2 gibi)1 yoğun bir ışık demeti oluşturur. Bu ışın daha sonra bir dizi ayna veya fiber optik kablo ile lazeri tüpün yüzeyindeki çok küçük bir noktaya odaklayan bir kesme kafasına yönlendirilir. Yoğun ısı malzemeyi eritip buharlaştırırken, bir yardımcı gaz (oksijen, nitrojen veya hava gibi) erimiş malzemeyi ve cürufu dışarı atarak temiz ve hassas bir kesim oluşturur. Tüm operasyon, dijital bir tasarım dosyasını (genellikle bir CAD modeli) yorumlayan ve bunu kesme kafasının ve borunun kendisinin hassas hareketlerine çeviren bir Bilgisayar Sayısal Kontrol (CNC) sistemi tarafından düzenlenir ve karmaşık şekillerin, deliklerin, yuvaların ve uç profillerin olağanüstü doğruluk ve tekrarlanabilirlikle oluşturulmasına olanak tanır. Lazer teknolojisi, malzeme işleme ve sofistike kontrol sistemlerinin bu entegrasyonu, modern tüp lazer kesim makinesini tanımlar.
Temel Teknolojinin Tanımlanması: Basit Bir Kesicinin Ötesinde
Bir tüp lazer kesim makinesi, özünde metal kesen bir cihazdan çok daha fazlasıdır. Gelişmiş optikleri, yüksek güçlü lazer üretimini, hassas mekaniği ve akıllı yazılımı bir araya getiren entegre bir sistemdir. Verimliliği ve az bakım gerektirmesi nedeniyle modern makinelerde tipik olarak bir fiber lazer olan lazer kaynağının kendisi, yüksek konsantrasyonlu bir ışık demeti üretir. Bu ışın sadece "sıcak" değildir; metali nokta hassasiyetiyle eritebilen ve buharlaştırabilen hassas bir şekilde kontrol edilen bir enerji kaynağıdır. Kesimin kalitesi - dar çentiği, minimum ısıdan etkilenen bölge (HAZ)2ve pürüzsüz kenar- lazer ışınının özelliklerinin ve nasıl manipüle edildiğinin doğrudan bir sonucudur. Örneğin, endüstri çalışmalarından elde edilen veriler genellikle lazerle kesilmiş kenarların, geleneksel testere veya frezeleme işlemlerine kıyasla ikincil finisaj işlemlerine olan ihtiyacı 70%'ye kadar azaltabildiğini ve bunun da üretim süresini ve maliyetini doğrudan etkilediğini göstermektedir.
"Kesme" yönü, sofistike bir kesme kafası ile kolaylaştırılmıştır. Bu bileşen sadece lazer ışınını gerekli nokta boyutuna odaklamakla kalmaz, aynı zamanda ışına eş eksenli bir yardımcı gaz sağlayan bir nozül de içerir. Yardımcı gaz seçimi (örneğin, daha hızlı kesim için ekzotermik bir reaksiyonu teşvik etmek üzere yumuşak çelik için oksijen veya oksit içermeyen bir kenar elde etmek üzere paslanmaz çelik ve alüminyum için nitrojen) çok önemlidir ve malzemeye ve istenen kesim kalitesine bağlıdır. Kesme kafası genellikle iş parçası yüzeyinden sabit bir mesafeyi korumak için sensörler içerir (kapasitif yükseklik algılama) ve boruda hafif kusurlar veya çarpıklık olsa bile tutarlı kesim kalitesi sağlar. Bu proses kontrol seviyesi, lazer kesiciyi daha kaba termal kesim yöntemlerinden ayıran özelliktir.
Ayrıca, boruyu ve kesme kafasını manipüle eden mekanik sistem yüksek hız ve hassasiyet için tasarlanmıştır. Döner aynalar boruyu kavrayıp döndürürken, doğrusal eksenler kesme kafasını borunun uzunluğu boyunca ve radyal olarak hareket ettirir. CNC kontrolörü tarafından yönetilen bu hareketlerin senkronizasyonu, geleneksel 2D kesim sistemleri veya manuel yöntemlerle inanılmaz derecede zor veya imkansız olabilecek eğimler, kopçalar ve karmaşık kesişmeler gibi 3D kesim işlemlerine olanak tanır. Bir tüp lazer kesim makinesini basit bir kesiciden çok yönlü bir üretim merkezine yükselten, gelişmiş teknolojilerin bu sinerjisidir. MZBNL makinelerimizi ilk tanıttığımız zamanı hatırlıyorum; müşteriler daha önce üç veya dört ayrı manuel kurulum gerektiren işlemlerin artık tek bir otomatik geçişte yapılabilmesine hayret ediyorlardı.
Temel Yetenekler ve Uygulamalar
Tüp lazer kesim makinelerinin yetenekleri çok geniştir ve bu da onları çok sayıda sektörde çok çeşitli uygulamalar için uygun hale getirir. Birincil yeteneklerden biri, bir boruya neredeyse her şekli veya özelliği kesme yeteneğidir. Bu, basit yuvarlak veya kare delikleri, yuvaları ve uç kesimleri içerir, ancak aynı zamanda karmaşık konturları, gönyeleri, boruları birleştirmek için balık ağzı kesimlerini ve karmaşık desenleri de kapsar. Lazer kesimin temassız yapısı, geleneksel zımbalama veya testerelemenin aksine takım aşınması olmadığı anlamına gelir ve uzun üretim çalışmalarında tutarlı kalite sağlar. Bu özellik, estetik bağlantıların ve benzersiz tasarımların önemli olduğu mobilya üretimi gibi sektörlerde çok değerlidir. Örneğin, bir tasarımcı bir sandalye için hem güçlü hem de görsel olarak çekici olan ve tamamı lazer tarafından hassas bir şekilde kesilen karmaşık bir birbirine kenetlenen çerçeve oluşturabilir.
Bir diğer önemli özellik ise yüksek işleme hızı ve hassasiyetidir. Modern fiber lazer tüp kesiciler, özellikle daha ince malzemelerde eski CO2 lazerlerden veya mekanik yöntemlerden birkaç kat daha hızlı kesme hızlarına ulaşabilir. Hassasiyetler tipik olarak ±0,1 mm veya daha iyidir, bu da otomotiv parçaları üretimi veya tıbbi ekipman üretimi gibi endüstriler için kritik öneme sahiptir. BAE'deki müşterim Ahmed'in araç şasisi ve egzoz sistemleri için bileşenler üretmesi gerekiyordu. Sonraki süreçlerinde robotik kaynak için gereken hassas montaj, yalnızca lazerle kesilmiş borularla tutarlı bir şekilde gerçekleştirilebiliyordu. Daha önceki yöntemleri genellikle parçaların manuel olarak ayarlanmasını gerektiriyordu ve bu darboğaz yeni lazer boru kesici ile ortadan kalktı.
Çok yönlülük, malzeme türlerine ve kalınlıklarına kadar uzanır. Tüp lazer kesiciler yumuşak çelik, paslanmaz çelik, alüminyum, bakır, pirinç ve diğer alaşımları işleyebilir. Maksimum kalınlık lazer gücüne ve malzemeye bağlı olsa da, makineler tipik olarak önemli bir aralığı işleyebilir; örneğin, daha yüksek güç kaynaklarına sahip yumuşak çelik için 20 mm'ye kadar. Bu da onları hafif teşhir raflarından (ince duvarlı alüminyum) inşaatta ağır hizmet tipi yapısal bileşenlere (kalın duvarlı çelik) kadar her şey için uyarlanabilir hale getirir. Çeşitli boru profillerini (yuvarlak, kare, dikdörtgen, oval ve hatta C-kanalları veya köşebent gibi açık profiller) işleme yeteneği, kullanımlarını daha da artırır. Örneğin, mimari dekorasyonda, karmaşık cephelerde genellikle karmaşık lazer kesim desenlerine sahip özel profilli borular kullanılır ve bu makineler için mükemmel bir görevdir.
Evrim ve Modern Gelişmeler
Tüp lazer kesim teknolojisinin gelişimi dikkate değer olmuştur. İlk makineler genellikle yenilenmiş düz levha lazerler veya sınırlı otomasyona ve daha yavaş CO2 lazer kaynaklarına sahip nispeten temel sistemlerdi. Programlama karmaşıktı ve kurulum süreleri uzun olabiliyordu. Ancak, sektörün daha fazla verimlilik ve kabiliyet talebiyle önemli gelişmeler ortaya çıktı. En etkili olanlardan biri, fiber lazer kaynaklarının yaygın olarak benimsenmesi oldu. Fiber lazerler daha yüksek enerji verimliliği (daha fazla elektrik gücünü lazer ışığına dönüştürme), daha yüksek kesme hızları (özellikle ince ve orta kalınlıktaki malzemelerde) ve CO2 lazerlere kıyasla önemli ölçüde daha düşük bakım gereksinimleri sunar, çünkü sık sık hizalanması gereken aynaları veya lazer gazı gibi sarf malzemeleri yoktur. Sadece bu değişim bile birçok imalat atölyesinde üretkenliği ilgili uygulamalar için 30-50% oranında artırmıştır.
Otomasyonda da büyük ilerlemeler kaydedilmiştir. Modern makineler genellikle bir paket ham boruyu alıp manuel müdahale olmadan tek tek makineye besleyebilen otomatik demet yükleyicilere sahiptir. Gelişmiş dikiş algılama sistemleri, bir boru üzerindeki kaynak dikişini belirleyebilir ve kesim için uygun şekilde yönlendirebilir; bu, dikişin konumunun önemli olduğu uygulamalar için çok önemlidir. Bitmiş parçaların otomatik olarak boşaltılması ve sınıflandırılması, el işçiliğini daha da azaltır ve iş akışını kolaylaştırır. MZBNL'de bu tür pratik yeniliklere büyük ölçüde odaklandık. Örneğin, boruyu otomatik olarak önden çeken Önden Besleme İnovasyonumuz, müşterilerimiz için besleme verimliliğini yaklaşık 40% artırdı.
Belki de en kullanıcı merkezli gelişmelerden biri yazılım ve kontrol sistemlerindedir. Geçmişte, bir tüp lazer kesiciyi çalıştırmak için karmaşık CAD/CAM yazılımlarına aşina olan yetenekli programcılar gerekiyordu. Bu engelin farkına varan MZBNL olarak No-CAD İşletim Sistemine öncülük ettik. Bu, operatörlerin 3D çizimleri oluşturmak veya değiştirmek için bir ofise geri dönmelerine gerek kalmadan, doğrudan makine arayüzünde parametreleri girerek standart boru tiplerini ve delik modellerini işlemelerine olanak tanır. Bu, beceri eşiğini önemli ölçüde düşürdü ve kurulum sürelerini kısalttı. Ahmed, CAD'e bağımlı eski makinesinde operatörleri yeniden eğitmenin personel değişimi nedeniyle sürekli bir yük olduğunu belirtti. Bizimki gibi bir sistemle yeni operatörler, geleneksel sistemler için bir ekipman fabrikasında geçen tipik 15 güne kıyasla sadece bir gün içinde yerinde eğitilebiliyor. Bu kullanım kolaylığı, malzeme kullanımını en üst düzeye çıkaran Sıfır Atık Kuyruk Malzemesi sistemimiz gibi diğer yeniliklerle birleştiğinde, tüp lazer teknolojisinin en ileri noktasını temsil ediyor ve onu her zamankinden daha güçlü, verimli ve erişilebilir hale getiriyor.
Tüp lazerler CNC kontrolü kullanırDoğru
Tüp lazer kesim makineleri hassas, otomatik kesim işlemleri için bilgisayarlı sayısal kontrol (CNC) altında çalışır.
Lazer kesim fiziksel temas gerektirirYanlış
Lazer kesim, takım aşınması olmadan malzemeyi buharlaştırmak için odaklanmış bir ışık demeti kullanan temassız bir işlemdir.
Tüp lazer kesim makinelerinin geleneksel kesim yöntemlerinden farkı nedir?
Bir tüp lazer kesiciye yatırım yapmanın testere veya delme gibi mevcut geleneksel yöntemlerinizden gerçekten daha üstün olup olmadığını mı merak ediyorsunuz? Eski tekniklere bağlı kalmak daha yavaş üretim, daha yüksek işçilik maliyetleri ve karmaşık tasarımların üretilememesi anlamına gelebilir. Farklı avantajları anlamak çok önemlidir.
Tüp lazer kesim makineleri testere, delme veya frezeleme gibi geleneksel yöntemlere kıyasla üstün hız, hassasiyet ve tasarım esnekliği sunar. Tek bir kurulumda karmaşık kesimlere olanak tanır, malzeme israfını azaltır ve ikincil son işlem operasyonlarına olan ihtiyacı en aza indirerek genel verimliliği artırır.
Modern tüp lazer kesim ile geleneksel yöntemler arasındaki zıtlık oldukça belirgindir ve bu farklılıkları tanımak, operasyonlarını optimize etmek isteyen tüm üretim işletmeleri için hayati önem taşır. Geleneksel süreçler genellikle birden fazla kurulum, manuel kullanım ve hassasiyet ile üretilebilecek şekillerin karmaşıklığı açısından doğal sınırlamalar içerir. Tipik bir atölye akışını düşünün: bir testerede boy kesme, ardından delikler için bir matkap presine, belki de yuvalar veya kopçalar için bir freze makinesine geçme. Her adım hata potansiyeli taşır ve değerli zamanımızı tüketir. Lazer teknolojisinin işlemleri birleştirerek, hızı ve doğruluğu önemli ölçüde artırarak, daha önce ulaşılamayan karmaşık tasarımları mümkün kılarak ve malzeme israfını ve el işçiliği ihtiyacını önemli ölçüde azaltarak bu konuda nasıl devrim yarattığını keşfedeceğiz. Örneğin, Ahmed gibi otomotiv parçaları üreten bir müşteri, lazer kesimi benimsedikten sonra sadece birden fazla işleme ve kurulum aşamasını ortadan kaldırarak bileşen başına üretim süresinin 60%'den fazla kısaldığını gördü.

Tüp lazer kesim makineleri testere, delme, frezeleme ve manuel torç kesimi gibi geleneksel yöntemlerden bir paradigma değişimini temsil eder. Hız ve hassasiyetten tasarım karmaşıklığı ve operasyonel verimliliğe kadar imalat sürecinin her yönüne dokunan farklılıklar çok derindir. Geleneksel yöntemler genellikle mekanik temas ile karakterize edilir - bir testere bıçağı metali fiziksel olarak keser, bir matkap ucu bir delik oluşturmak için malzemeyi çıkarır. Bu süreçler doğası gereği takım aşınmasını içerir, ince duvarlı boruları deforme edebilecek önemli sıkıştırma kuvvetleri gerektirir ve genellikle daha basit, ağırlıklı olarak 2D geometrilerle sınırlıdır veya daha karmaşık özellikler için birden fazla makine kurulumu ve manuel yeniden konumlandırma gerektirir. Örneğin, geleneksel yöntemler kullanılarak bir T-eklem için bir boru üzerinde hassas bir balık ağzı kesimi oluşturmak, özel (ve genellikle yavaş) bir çentik açma makinesi veya bir freze makinesinde karmaşık kurulum gerektirebilir. Her adım zaman, işçilik ve kümülatif hata potansiyeli ekler. Bu mekanik işlemlerle ilişkili gürültü, talaş ve bazen yağlayıcılar da daha az temiz bir çalışma ortamına katkıda bulunur. Buna karşılık, lazer kesim temassız, termal bir işlemdir ve boru imalatına daha temiz, daha hızlı ve çok yönlü bir yaklaşım sunar.
Hız ve Hassasiyet: Bir Kuantum Sıçraması
En önemli fark yaratan unsurlardan biri, tüp lazer kesim makinelerinin sunduğu yüksek hız ve hassasiyettir. Bir boruyu boyuna kesmek ve ardından delik açmak gibi geleneksel yöntemler doğası gereği sıralıdır ve genellikle zaman alan manuel veya yarı otomatik süreçler içerir. Bir şerit testere nispeten hızlı kesebilir, ancak sonraki delme veya frezeleme işlemleri önemli ölçüde zaman ekler. Öte yandan lazer kesiciler, tek ve sürekli bir otomatik işlemde birden fazla işlemi (boy kesme, delikler, yuvalar ve karmaşık profiller oluşturma) gerçekleştirebilir. Modern fiber lazerlerle kesme hızları, özellikle ince ve orta kalınlıktaki malzemelerde son derece yüksek olabilir. Örneğin, 2 mm kalınlığındaki yumuşak çelik borunun kesimi dakikada birkaç metre hızla gerçekleşebilir; bu hız, karmaşık desenler için sıralı mekanik işlemlerle mümkün olanın çok ötesindedir.
Hassasiyet yönü de aynı derecede dönüştürücüdür. Mekanik kesme yöntemleri, takım aşınmasına, titreşime ve makine bileşenlerinde boyutsal yanlışlıklara yol açabilecek doğal oynaklığa tabidir. Sürekli olarak ±0,5 mm'den daha dar toleranslar elde etmek zor olabilir. Sofistike CNC sistemleri tarafından yönlendirilen ve genellikle çapı 0,1 mm kadar küçük olan odaklanmış bir lazer ışını kullanan tüp lazer kesiciler, rutin olarak ±0,1 mm ila ±0,2 mm veya daha iyi doğruluklar elde eder. Bu hassasiyet seviyesi, robotik kaynak veya karmaşık çerçevelerin montajı gibi sıkı uyum gerektiren uygulamalar için çok önemlidir. Bir perakende müşterisi için vitrin raflarını içeren bir projeyi hatırlıyorum; başlangıçta kullandığımız geleneksel yöntemler montaj sırasında hizalama sorunlarına yol açarak gecikmelere neden oluyordu. Her yuvanın ve tırnağın mükemmel bir şekilde yerleştirildiği lazerle kesilmiş bileşenlere geçiş, montajı çocuk oyuncağı haline getirdi ve nihai ürün kalitesini önemli ölçüde artırdı. Bu hassasiyet aynı zamanda ısıdan etkilenen bölge (HAZ)3 Plazma veya alevli kesime kıyasla, malzeme bozulmasını azaltır ve genellikle kesim sonrası bitirme işlemlerine olan ihtiyacı ortadan kaldırır.
Ayrıca, lazer kesimin tekrarlanabilirliği olağanüstüdür. Bir program oluşturulduktan ve onaylandıktan sonra, makine minimum sapma ile yüzlerce veya binlerce aynı parçayı üretebilir. Geleneksel yöntemler, özellikle de manuel kurulumları veya operatör kararını içerenler, varyasyona çok daha yatkındır. Bu tutarlılık, seri üretim ve parçaların birbiriyle değiştirilebilirliğini sağlamak için hayati önem taşır. Ahmed's gibi kalite kontrol standartlarının sıkı olduğu otomotiv bileşenleri tedarik eden işletmeler için bu düzeyde tekrarlanabilir hassasiyet sadece bir avantaj değil, güvenilir bir tedarikçi olarak kalmak için bir gerekliliktir. Sipariş üzerine siparişle aynı, yüksek kaliteli parçaları teslim etme yeteneği, lazer işlemenin ayırt edici özelliğidir.
Malzeme Çok Yönlülüğü ve Atık Azaltma
Tüp lazer kesim makineleri, işleyebildikleri malzemeler açısından daha fazla çok yönlülük sunar ve birçok geleneksel yönteme kıyasla malzeme atıklarının azaltılmasına önemli ölçüde katkıda bulunur. Testereler ve matkaplar çeşitli metalleri işleyebilirken, takımların (bıçaklar, matkap uçları) genellikle malzeme türüne özel olması gerekir (örneğin, çelik ve alüminyum için farklı bıçak TPI) ve özellikle daha sert malzemelerde hızlı bir şekilde aşınabilir. Temassız bir işlem olan lazerler, aynı şekilde takım aşınmasından etkilenmez. Yumuşak çelik, paslanmaz çelik, alüminyum, pirinç ve bakır dahil olmak üzere çok çeşitli metalleri, genellikle fiziksel takım değişiklikleri yerine sadece kesme parametrelerinde (lazer gücü, hız, yardımcı gaz tipi ve basınç) yapılan ayarlamalarla etkili bir şekilde kesebilirler. Bu esneklik, üreticilerin farklı malzemeler ve işler arasında daha hızlı geçiş yapmasını sağlar.
Malzeme atıklarının azaltılması önemli bir ekonomik ve çevresel avantajdır. Geleneksel yöntemler, özellikle testere ile kesme, kayıp malzemeyi temsil eden talaş veya yongalar üretir. Daha da önemlisi, parçaların bir boru uzunluğu üzerine yerleştirilmesi genellikle daha az verimlidir. Örneğin, uzun bir borudan birden fazla kısa parça keserken, geleneksel makinelerin malzemeyi kavrama ve işleme şekli, her stok uzunluğunun sonunda daha büyük kullanılamaz kalıntılara yol açabilir. MZBNL Sıfır Atık Kuyruk Malzemesi İnovasyonumuz doğrudan bunu ele almaktadır. Geleneksel sistemler boru başından başlar ve her zaman bir kuyruk parçası bırakır. Kesme mantığını, başlangıç noktası olarak arka aynadan hesaplayacak şekilde yeniden tasarlayan sistemimiz, kalan bölüm ürün uzunluğundan daha küçük olduğu sürece artık kuyruk malzemesini etkili bir şekilde ortadan kaldırabilir. Bu akıllı yaklaşım, özellikle pahalı alaşımlarla çalışırken önemli maliyet tasarruflarına yol açabilecek malzeme kullanımını en üst düzeye çıkarır. Sektör verileri, lazer kesim yoluyla verimli yerleştirme ve kuyruk malzemesinin azaltılmasının şunları yapabileceğini göstermektedir malzeme verimini 5-15% veya daha fazla artırır4 bazı durumlarda daha az optimize edilmiş geleneksel süreçlere kıyasla.
Karmaşık bağlantıların veya özelliklerin oluşturulmasını da düşünün. Geleneksel olarak, hassas bir eğim veya gönye elde etmek için daha büyük bir bölümün kesilmesi ve ardından nihai şekle kadar frezelenmesi gerekebilir, bu da daha fazla atık oluşturur. Lazer net şekli doğrudan kesebilir. Ayrıca, karmaşık desenleri kesme yeteneği "tırnak ve yuva" tasarımlarına olanak tanır. Bu tasarımlar sadece montaj sırasında kendi kendini ayarlamaya yardımcı olarak karmaşık fikstürlere olan ihtiyacı azaltmakla kalmaz, aynı zamanda parçaların doğru şekilde yönlendirilmesini sağlayarak montaj hatalarını en aza indirir ve ihtiyaç duyulan kaynak malzemesi miktarını potansiyel olarak azaltır. Lazerin yetenekleri sayesinde parça tasarımı ve imalatına yönelik bu bütünsel yaklaşım, doğal olarak hammaddelerin daha verimli kullanılmasını sağlar.
Otomasyon ve Operasyonel Verimlilik
Otomasyon seviyesi ve bunun sonucunda elde edilen operasyonel verimlilik, tüp lazer kesim makineleri için belki de en zorlayıcı farklılaştırıcı unsurlardır. Geleneksel boru imalatı genellikle önemli ölçüde el emeği gerektirir: boruların tek tek testereye yüklenmesi, bir matkap presine, ardından bir freze makinesine aktarılması ve her bir parçanın çapağının manuel olarak alınması. Her aktarım ve kurulum zaman alır ve hata veya yaralanma fırsatlarını beraberinde getirir. Buna karşın, modern tüp lazer kesim sistemleri yüksek otomasyon seviyeleri için tasarlanmıştır. Otomatik demet yükleyiciler gibi özellikler tonlarca hammaddeyi işleyebilir ve tüpleri uzun süreler boyunca operatör müdahalesi olmadan sırayla makineye besleyebilir. Bu, "ışıklar kapalı" veya minimum katılımlı çalışmaya izin vererek makine kullanımını büyük ölçüde artırır ve vasıflı işgücünü diğer görevler için serbest bırakır.
MZBNL'de Önden Beslemeli İnovasyonumuz, operasyonel verimliliği artırmanın en iyi örneğidir. Geleneksel makineler genellikle yandan veya arkadan manuel yüklemeye dayanır, bu da garip ve yavaş olabilir. Optimize edilmiş önden besleme mekanizmamız boruyu otomatik olarak önden çeker, bu da besleme verimliliğini yaklaşık 40% artırdığını ve operatör iş yoğunluğunu benzer bir marjla azalttığını gördük. Bu sadece süreci hızlandırmakla kalmıyor, aynı zamanda operatör için ergonomiyi ve güvenliği de artırıyor. BAE'deki müşterim Ahmed Al-Farsi, üretimini yükseltmek için özellikle otomatik çözümler arıyordu. Yüksek operatör devri ve karmaşık makineler için ilgili yeniden eğitim yükleri, otomasyonu kilit bir gereksinim haline getirdi. Lazer sistemleri, özellikle de No-CAD sistemimiz gibi kullanıcı dostu arayüzlere sahip olanlar, her görev için yüksek vasıflı, uzman operatörlere olan bağımlılığı azaltıyor.
Ayrıca, birden fazla işlemin tek bir makinede birleştirilmesi iş akışını önemli ölçüde iyileştirir ve devam eden işleri (WIP) azaltır. Farklı iş istasyonlarında sıraya giren parçalar yerine, bir boru bir uçtan girer ve bitmiş, karmaşık bir parça diğer uçtan çıkar. Bu sayede malzeme taşıma, fabrika zemininde yer gereksinimi ve genel teslim süreleri azalır. Yazılım entegrasyonu da çok önemli bir rol oynar. Gelişmiş CAM yazılımı, optimum malzeme kullanımı için parçaları otomatik olarak yerleştirebilir, olası çarpışmaları tespit etmek için kesme işlemini simüle edebilir ve MRP/ERP sistemleri ile entegrasyon5 üretim planlaması ve takibi için. Otomasyona yönelik bu bütünsel yaklaşım, kesim işleminin çok ötesine geçerek bir imalat atölyesinin tüm operasyonel ortamını dönüştürüyor.
İşte karşılaştırmalı bir genel bakış:
| Özellik | Geleneksel Yöntemler (Testere, Delme, Frezeleme) | Tüp Lazer Kesim Makinesi |
|---|---|---|
| Hız | Daha yavaş, çoklu kurulumlar | Yüksek hızlı, konsolide operasyonlar |
| Hassasiyet | Orta, takım aşınmasına ve kurulumuna bağlı | Çok yüksek (örn. ±0,1 mm), tutarlı |
| Karmaşıklık | Sınırlıdır, genellikle birden fazla makine gerektirir | Tek bir kurulumda yüksek, karmaşık 3D kesimler |
| Malzeme Atıkları | Daha yüksek (talaş, daha büyük kalıntılar, daha az yuvalanma) | Daha düşük (minimum çentik, gelişmiş yerleştirme, kuyruk malzemesi optimizasyonu) |
| Alet Aşınması | Önemli (bıçaklar, bitler) | Minimal (temassız süreç) |
| Otomasyon | Sınırlı, genellikle manuel | Yüksek (otomatik yükleme/boşaltma, entegre yazılım) |
| İşgücü Yoğunluğu | Her süreç için yüksek vasıflı operatörler | Daha düşük, daha az manuel müdahale ihtiyacı |
| Kurulum Süresi | Daha uzun, çoklu makine kurulumları | Daha kısa, hızlı program değişiklikleri |
| Isıdan Etkilenen Bölge | Bazı yöntemlerle daha büyük olabilir | Minimal, özellikle fiber lazerlerde |
| Esneklik | Malzeme/şekil için sık sık takım değişikliği gerekir | Parametre değişiklikleri, yüksek malzeme çeşitliliği |
Bu tablo, tüp lazer kesimin modern üretime getirdiği önemli avantajları açıkça göstermektedir ve Ahmed'inki gibi üretkenliği, kaliteyi ve otomasyonu artırmak isteyen işletmelerin ihtiyaçlarıyla mükemmel bir uyum içindedir.
Lazer kesim temassızdırDoğru
Testere veya delmenin aksine, lazer kesim, malzemeleri fiziksel temas olmadan kesmek için odaklanmış bir ışık demeti kullanır, bu da takım aşınmasını ve malzeme deformasyonunu azaltır.
Geleneksel yöntemler daha hızlıdırYanlış
Lazer kesim, sıralı geleneksel yöntemlerin aksine birden fazla işlemi (kesme, delme vb.) tek bir otomatik işlemde birleştirdiği için önemli ölçüde daha hızlıdır.
Bir tüp lazer kesim makinesinin ana bileşenleri nelerdir?
Bir tüp lazer kesim makinesinin iç işleyişi hakkında emin değil misiniz? Bu bilgi boşluğu, doğru ekipmanı seçmeyi veya etkili bir şekilde sorun gidermeyi zorlaştırabilir. Temel bileşenlerini anlamak, performansını ve uzun ömürlülüğünü en üst düzeye çıkarmak için çok önemlidir.
Ana bileşenler arasında lazer kaynağı (rezonatör), ışın iletim sistemi (optik/fiber), kesme kafası, tüp taşıma için aynalı makine yatağı, bir CNC kontrolörü ve yardımcı gaz iletim sistemi bulunur. Bu unsurlar, hassas kesimler elde etmek için sinerjik olarak çalışır.
Bir tüp lazer kesim makinesinin yeteneklerini gerçekten takdir etmek için, onu oluşturan parçaları ve nasıl etkileşimde bulunduklarını anlamak önemlidir. Bu sadece tek bir varlık değil, yüksek teknolojili sistemlerin sofistike bir birleşimidir. Güçlü ışını üreten lazer kaynağından onu ileten karmaşık kesme kafasına, boruları işleyen sağlam mekanik yapılara ve her hareketi düzenleyen akıllı CNC kontrolörüne kadar bu makinelerin anatomisini inceleyeceğiz. Bu bileşenleri bilmek yalnızca teknolojinin gizemini çözmekle kalmayacak, aynı zamanda farklı makineleri değerlendirmenize ve bakım gereksinimlerini anlamanıza da yardımcı olacaktır. Örneğin, Ahmed gibi müşterilerle seçenekleri tartıştığımda, fiber lazer kaynağının CO2 lazerden farkını veya özel boru boyutları ve ağırlıkları için sağlam bir aynalama sisteminin önemini açıklamak, bilinçli kararlar vermelerine yardımcı oluyor.

Bir tüp lazer kesim makinesi, boru şeklindeki malzemelerin hassas ve verimli bir şekilde kesilmesini sağlamak için uyum içinde çalışan birkaç kritik sistemin karmaşık bir montajıdır. Her bir bileşen makinenin genel performansı, doğruluğu ve güvenilirliğinde hayati bir rol oynar. Bu bileşenleri anlamak, teknolojinin yeteneklerini takdir etmenin ve bu tür ekipmanı seçerken veya çalıştırırken bilinçli kararlar vermenin anahtarıdır. Birincil sistemler genel olarak lazer üretim ve dağıtım sistemi, malzeme taşıma ve mekanik yapı ile kontrol ve yazılım sistemi olarak kategorize edilebilir. Bu bileşenler, bir tüpün yüklenmesini, güvenli bir şekilde tutulmasını, hassas bir şekilde hareket ettirilmesini ve döndürülmesini ve minimum operatör müdahalesi ve maksimum verimlilikle dijital bir tasarıma göre kesilmesini sağlamak için karmaşık bir şekilde tasarlanmış ve entegre edilmiştir. Lazer rezonatörden kesme kafasındaki en küçük sensöre kadar her bir bileşenin kalitesi, kesilen parçanın nihai kalitesine katkıda bulunur.
Lazer Kaynağı ve Kesme Kafası: Hassasiyetin Kalbi
Lazer kaynağı veya rezonatör, yüksek yoğunluklu ışık demetinin üretildiği yerdir. Modern tüp lazer kesim makinelerinde, fiber lazerler, büyük ölçüde eski CO2 lazerlerin yerini alarak baskın teknoloji haline gelmiştir6özellikle metal kesimi için. Fiber lazerler, yüksek enerji verimliliği, mükemmel ışın kalitesi (daha ince, daha hassas kesimler anlamına gelir) ve CO2 lazerler gibi karmaşık ayna sistemlerine veya sarf malzemesi lazer gazlarına dayanmadıkları için önemli ölçüde daha düşük bakım gereksinimleri ile ünlüdür. Lazer kaynağının gücü (kilowatt cinsinden ölçülür, örneğin 1kW ila 6kW veya tüp uygulamaları için daha da yüksek) kesme hızını ve işlenebilecek maksimum malzeme kalınlığını doğrudan etkiler. Örneğin, 1kW fiber lazer 4-6 mm çeliğe kadar daha ince borular için uygun olabilirken, 3kW veya 4kW'lık bir kaynak 15-20 mm kalınlığa kadar çeliği verimli bir şekilde kesebilir. Lazer gücü seçimi, Ahmed'inki gibi bir atölyenin işleyebileceği tipik malzeme ve kalınlık aralığına bağlı olarak kritik bir husustur.
Kaynak tarafından üretilen lazer ışını daha sonra bir fiber optik kablo (fiber lazerlerde) veya bir dizi ayna (CO2 lazerlerde) aracılığıyla kesme kafasına taşınır. Kesme kafası, lazer ışınını tüpün yüzeyindeki küçük bir noktaya (genellikle yaklaşık 0,1 mm ila 0,2 mm çapında) odaklamaktan sorumlu oldukça sofistike bir bileşendir. Ayrıca, içinden bir lazer ışınının geçtiği bir nozül içerir. yardımcı gaz (oksijen, nitrojen veya basınçlı hava gibi)7 lazer ışını ile eş eksenli olarak yönlendirilir. Bu gaz birden fazla amaca hizmet eder: odaklama lensini sıçramalardan korur, erimiş malzemenin kesilen çentikten dışarı atılmasına yardımcı olur ve yumuşak çelikle oksijen kullanılması durumunda ekzotermik bir reaksiyon yoluyla kesme işlemine katkıda bulunabilir. Modern kesme kafaları genellikle malzeme kalınlığındaki değişiklikleri ayarlamak için otomatik odaklama özelliklerine ve nozül ile boru yüzeyi arasında hassas bir mesafeyi korumak için kapasitif yükseklik algılama özelliğine sahiptir ve boru mükemmel düz veya yuvarlak olmasa bile tutarlı kesim kalitesi sağlar. Kesme kafasının bütünlüğü ve hassasiyeti, yüksek kaliteli, çapaksız kesimler elde etmek için çok önemlidir.
Birçok gelişmiş kesme kafası, eğimli kesme özellikleri de sunarak boru üzerinde eğimli ve açılı kenarlar oluşturmalarını sağlar. Bu, ikincil işlemler gerektirmeden kaynak hazırlıkları veya karmaşık bağlantılar oluşturmak için gereklidir. Soğutma sistemleri ve dahili optikler de dahil olmak üzere kesme kafasının tasarımı, zorlu endüstriyel ortama ve ilgili yüksek lazer güçlerine dayanacak şekilde sağlam olmalıdır. Doğru nozul çapı ve tipinin seçimi ile yardımcı gaz basıncının hassas kontrolü, operatörlerin farklı malzemeler ve kalınlıklar için kesim kalitesini optimize etmek üzere ayarladıkları kritik proses parametreleridir.
Makine Yatağı, Aynalar ve Besleme Sistemi: Stabilite ve Akışın Sağlanması
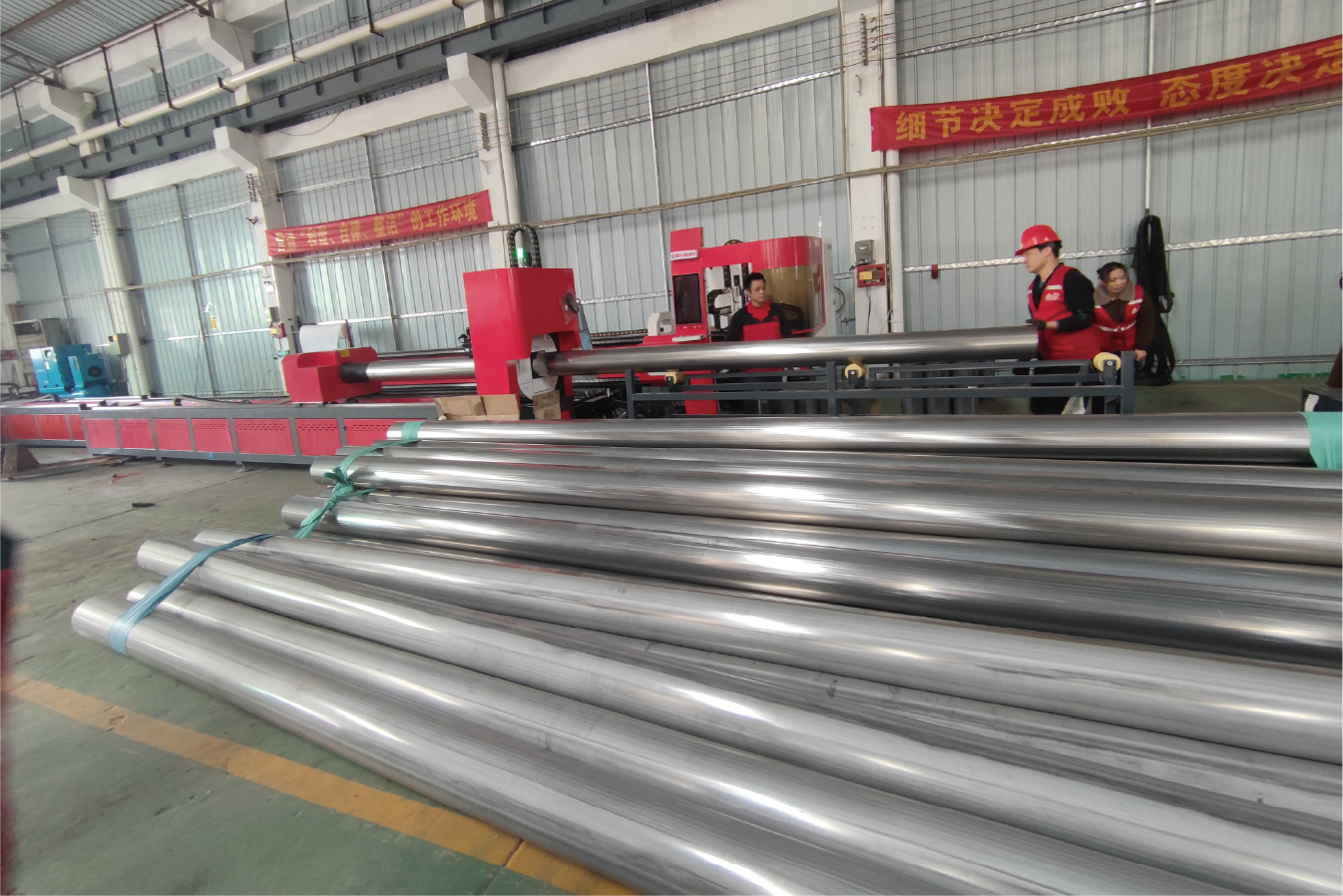
Makine yatağı, tüm kesim işlemi için temel stabiliteyi sağlar. Titreşimleri absorbe etmek ve kesme kafası ile borunun hassas hareketlerinin tehlikeye atılmamasını sağlamak için sert ve iyi sönümlenmiş olmalıdır. Makine yatağının toplam uzunluğu, yüklenebilecek ve işlenebilecek maksimum ham boru uzunluğunu belirleyecektir. Örneğin, standart makineler 6 metrelik boruları alabilirken, daha büyük sistemler 9 metrelik ve hatta 12 metrelik uzunlukları işleyebilir; bu da uzun yapısal elemanları işleyen işletmeler için önemli bir faktör olabilir.
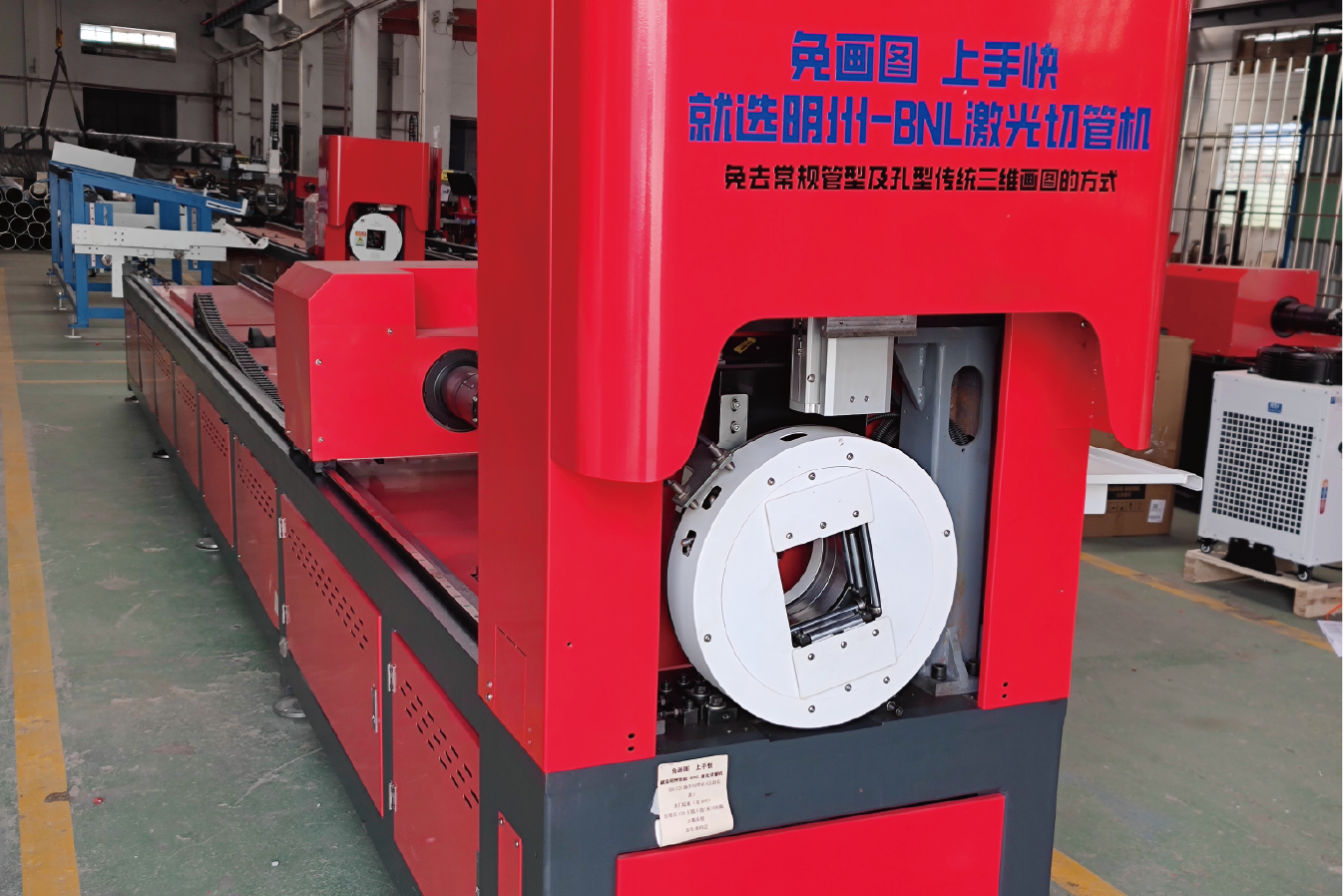
Malzeme taşıma sisteminin kritik bir unsuru da aynalama mekanizmasıdır. Tüp lazer kesiciler tipik olarak en az iki ayna kullanır: boruyu kavrayan ve makineye besleyen bir arka ayna ve stabilite sağlamak ve dönüş ve kesme sırasında borunun kırbaçlanmasını veya sarkmasını önlemek için kesme bölgesinin yakınında bulunan bir ön ayna (veya benzer bir destek mekanizması). Bu aynalar, özellikle ince duvarlı borular için önemli olan çeşitli boru profillerini (yuvarlak, kare, dikdörtgen, oval vb.) deforme etmeden güvenli bir şekilde kavrayabilmelidir. Pnömatik veya hidrolik sıkıştırma yaygındır ve sofistike aynalar farklı boru boyutları için kendinden merkezleme ve otomatik ayarlama gibi özellikler sunar. Aynaların dönüş hassasiyeti ve kesme kafasının doğrusal hareketleriyle senkronizasyonu, hassas 3D kesim için çok önemlidir. Örneğin MZBNL makinelerimiz, çok çeşitli profilleri işlemek ve tutarlı kavrama kuvveti sağlamak için 25 yıl boyunca rafine edilmiş sağlam ayna tasarımlarına sahiptir.
Besleme sistemi, ham boruların makineye yüklenmesinden ve kesim için konumlandırılmasından sorumludur. Bu, düşük hacimli uygulamalar için manuel yüklemeden yüksek üretim ortamları için tam otomatik demet yükleyicilere kadar değişebilir. Otomatik bir demet yükleyici birkaç ton tüpü depolayabilir ve bunları teker teker makineye besleyerek el işçiliğini önemli ölçüde azaltır ve uzun süre gözetimsiz çalışmaya olanak tanır. MZBNL'de boruyu otomatik olarak önden çeken Önden Besleme İnovasyonumuz, verimliliği yaklaşık 40% artırır ve operatörün yükünü azaltır. Bitmiş parçalar ve hurdalar için verimli boşaltma sistemleri de, iyi parçaları kalıntılardan ayırmak için konveyör bantları veya otomatik parça ayırma çözümlerini içerebilen temel bileşenlerdir.
Kontrol Sistemi (CNC) ve Yazılım: Operasyonun Beyni
Bu Bilgisayarlı Sayısal Kontrol (CNC) sistemi8 tüp lazer kesim makinesinin beynidir. Kesim programını (CAD tasarımından CAM yazılımı tarafından oluşturulan) yorumlar ve lazer kesim kafası ile boru aynalarının hassas, koordineli hareketlerine dönüştürür. CNC kontrolörü eksen hareketlerini (kesme kafası için X, Y, Z ve aynalar için dönme eksenleri), lazer güç modülasyonunu, yardımcı gaz kontrolünü ve çeşitli sensör girişlerini yönetir. Modern CNC kontrolörleri, ileriye dönük kontrol (köşeler ve karmaşık konturlar etrafında kesme hızını ve ivmeyi optimize etmek için) ve kesim kalitesini korumak için yüksek işlem hızları ve sofistike algoritmalar sunar. CNC sisteminin kullanıcı arayüzü de operatörlerin programları yüklemesine, kesme işlemini izlemesine, ayarlamalar yapmasına ve tanılama gerçekleştirmesine olanak tanıyarak kullanım kolaylığı açısından çok önemlidir.
Yazılım da aynı derecede hayati bir rol oynar. Kesilecek parçaların 2D veya 3D modellerini oluşturmak için CAD (Bilgisayar Destekli Tasarım) yazılımı kullanılır. CAM (Bilgisayar Destekli Üretim) yazılımı daha sonra bu CAD modellerini alır ve CNC kontrolörünün anlayacağı makineye özgü G kodunu veya M kodunu oluşturur. Gelişmiş boru CAM yazılımı, otomatik yerleştirme (malzeme kullanımını en üst düzeye çıkarmak için stok boru uzunluğu üzerinde birden fazla parçanın düzenlenmesi), olası çarpışmaları veya hataları tespit etmek için kesme yolunun simülasyonu ve farklı malzemeler ve kalınlıklar için kesme parametrelerinin optimizasyonu gibi özellikler sunar. Ayrıca girişler, çıkışlar ve mikro bağlantılar gibi özellikleri otomatik olarak oluşturabilir. Karmaşık CAD/CAM işlemlerinin, özellikle farklı operatör beceri seviyelerine sahip atölyeler için yaratabileceği darboğazın farkında olan MZBNL olarak, No-CAD İşletim Sistemimizi geliştirdik. Bu, standart boru tiplerinin ve delik modellerinin, parametrelerin doğrudan makineye girilmesiyle işlenmesini sağlar. Bu yenilik, kullanım kolaylığını büyük ölçüde artırıyor, kurulum süresini günlerden sadece bir günlük yerinde eğitime indiriyor ve beceri eşiğini düşürüyor; Ahmed'in operatör değişimiyle ilgili zorlukları göz önüne alındığında özellikle takdir ettiği bir nokta.
CNC ve yazılımın ERP (Kurumsal Kaynak Planlama) veya MES (Üretim Yürütme Sistemleri) gibi diğer fabrika sistemleriyle entegrasyonu da giderek yaygınlaşmakta ve üretim planlama, programlama ve izleme için kesintisiz veri akışı sağlamaktadır. Bu bağlanabilirlik, daha geniş Endüstri 4.0 trendinin bir parçasıdır ve tüp lazer kesiciyi sadece bağımsız bir makine değil, bağlı bir üretim ekosisteminde akıllı bir düğüm haline getirir. Hem CNC donanımının hem de işletim/programlama yazılımının güvenilirliği ve kullanıcı dostu olması, makinenin üretkenliğini ve çalışma süresini en üst düzeye çıkarmak için kritik öneme sahiptir.
Fiber lazerler boru kesimine hükmediyorDoğru
Modern tüp lazer kesim makineleri, CO2 lazerlere kıyasla üstün enerji verimliliği ve ışın kalitesi nedeniyle öncelikle fiber lazerler kullanır.
Yardımcı gaz sadece erimiş metali uzaklaştırırYanlış
Yardımcı gaz, lensi korumak, erimiş malzemeyi dışarı atmak ve bazı durumlarda ekzotermik reaksiyonlara katkıda bulunmak gibi birçok işleve sahiptir.
Tüp lazer kesim işlemi adım adım nasıl çalışır?
Bir tasarımın tasarlandığı andan mükemmel kesilmiş bir borunun makineden çıktığı ana kadar gerçekte neler olduğunu merak ediyor musunuz? İş akışını anlamamak, optimize etmeyi veya sorun gidermeyi zorlaştırabilir. Bir borunun lazer kesim sürecindeki yolculuğunu açıklayalım.
Tüp lazer kesim süreci şunları içerir: 1. Tasarım girişi (CAD/CAM programlama). 2. Tüp yükleme ve güvenli bağlama. 3. Lazer kafası konumlandırma ve parametre ayarı. 4. Senkronize tüp dönüşü/hareketi ile lazer kesim. 5. Parça boşaltma ve hurda çıkarma.
Bir metal borunun ham stoktan lazer kesim yoluyla hassas bir şekilde üretilmiş bir bileşene yolculuğu büyüleyici, yüksek düzeyde düzenlenmiş bir olaylar dizisidir. Bu sadece bir lazeri doğrultup kesmekle ilgili değildir; dijital tasarım, sofistike malzeme işleme ve hassas hareket kontrolünü birleştiren çok aşamalı bir süreçtir. İlk tasarım oluşturma veya parametre girişinden bitmiş parçanın nihai olarak boşaltılmasına kadar her bir kritik adımı inceleyeceğiz. Bu iş akışını anlamak, bu tür ekipmanların çalıştırılması, yönetilmesi veya satın alınmasıyla ilgilenen herkes için çok önemlidir. Örneğin, yeni operatörleri eğitirken veya Ahmed gibi müşterilerle süreç optimizasyonunu tartışırken, süreci adım adım açıklamak, her aşamanın genel verimliliği, kaliteyi ve malzeme kullanımını nasıl etkilediğini netleştirmeye yardımcı oluyor. Bu bilgi, kullanıcıların yatırımlarından en iyi şekilde yararlanmalarını sağlıyor.
Tüp lazer kesim işlemi, son derece otomatik olmakla birlikte, ham bir tüpü hassas bir şekilde tamamlanmış bir parçaya dönüştürmek için mantıksal bir dizi adımı takip eder. Her adım, istenen kalite, doğruluk ve verimliliğin elde edilmesi için kritik öneme sahiptir. Süreç dijital tasarım ve programlama aşamasıyla başlar, malzeme hazırlama ve yüklemeden geçer, ardından temel kesim işlemine geçer ve son olarak parça boşaltma ve hurda yönetimi ile sona erer. Modern makineler, özellikle yüksek otomasyonlu kurulumlarda, bu adımları genellikle minimum insan müdahalesi ile sorunsuz bir şekilde entegre eder. Bir operatör veya üretim müdürü için bu akışı anlamak, iş planlamasını, malzeme akışını optimize etmeye ve üretim sırasında ortaya çıkabilecek sorunları gidermeye yardımcı olur. Bu, tamamı sofistike kontrol sistemleri tarafından yönetilen dijital hassasiyet ve mekanik uygulamanın bir karışımıdır.
Tasarım Girdisi ve Programlama: Kavramdan Makine Koduna
Herhangi bir tüp lazer kesim işinde ilk adım, parça tasarımının oluşturulması veya girilmesidir. Bu genellikle bir 2D veya karmaşık boru parçaları için daha yaygın olarak bir 3D CAD (Bilgisayar Destekli Tasarım) modeliyle başlar. Mühendisler ve tasarımcılar, nihai bileşen için gereken tüm kesimleri, delikleri, yuvaları, kopçaları ve diğer özellikleri belirterek bu modelleri oluşturur. Örneğin, özel bir korkuluk sistemi tasarlayan bir mimarlık firması, her bir boru şeklindeki bileşeni hassas uç kesimleri ve montaj delikleriyle birlikte bir CAD programında modelleyecektir. CAD modeli tamamlandıktan sonra, genellikle boru kesimi için özel olarak tasarlanmış CAM (Bilgisayar Destekli Üretim) yazılımına aktarılır. CAM yazılımı "üretim zekasının" uygulandığı yerdir. Modern 5 eksenli CAM doğrudan 3D'de çalışabilse de, gerekirse yol planlaması için 3D boru tasarımını 2D bir düzlem üzerine "açar" veya "çözer". Daha sonra programcının kesme yollarını tanımlamasına ve lazer parametreleri (güç, hız, yardımcı gaz tipi ve basıncı)9giriş ve çıkışları (her bir özelliğe temiz bir başlangıç ve bitiş sağlamak için küçük giriş ve çıkış kesimleri) belirleyin ve kesim sırasını planlayın.
A CAM yazılımının en önemli işlevi iç içe yerleştirmedir10. Standart stok boru uzunluklarından (örneğin 6 metre) birden fazla aynı veya farklı parça kesilecekse, yazılım bu parçaları boru boyunca malzeme kullanımını en üst düzeye çıkaracak ve israfı en aza indirecek şekilde düzenleyecektir. Ortak hat kesimi (bitişik parçaların bir kesim hattını paylaşması) ve aynaların kavrama gereksinimleri gibi faktörleri dikkate alır. Tüm bu parametreler ayarlandıktan sonra CAM yazılımı, tipik olarak G kodu veya M kodu formatında makineye özgü programı oluşturur. Bu kod, makinenin CNC (Bilgisayarlı Sayısal Kontrol) kontrolörünün işi yürütmek için ihtiyaç duyduğu tüm talimatları içerir: tüm eksenler için hareket komutları, lazer açma/kapama sinyalleri, gaz kontrolü vb. Daha basit, standartlaştırılmış parçalar için MZBNL No-CAD sistemimiz gibi sistemler, bir ofiste kapsamlı CAD/CAM çalışması ihtiyacını ortadan kaldırır. Operatörler yaygın şekiller için parametreleri (örneğin, yuvarlak delik, kare delik, belirli bir açı ve konumda yuva) doğrudan makinenin arayüzüne girebilir ve makinenin yazılımı kesme programını anında oluşturur. Ahmed'in önceden tanımlanmış delik desenlerine sahip raf destekleri partilerini hızlı bir şekilde üretmesi gerektiğinde fark ettiği gibi, bu, standart bileşenler üreten atölyeler veya üreticiler için önemli bir zaman tasarrufu sağlıyor.
Oluşturulan program daha sonra genellikle bir ağ bağlantısı, USB sürücü veya doğrudan giriş yoluyla tüp lazer kesim makinesinin CNC kontrolörüne aktarılır. Yeni bir işe başlamadan önce operatör bu programı kontrol ünitesine yükler. Birçok sistem, CAM yazılımında veya makine kontrolörünün kendisinde, operatörün kesme işlemini sanal olarak gerçekleştirmesine olanak tanıyan bir simülasyon özelliği de sunar. Bu, kesme kafası ile boru veya aynalar arasındaki olası çarpışmaları tespit etmeye, kesme yolunu doğrulamaya ve döngü süresini tahmin etmeye yardımcı olur. Bu simülasyon adımı, maliyetli hataları önlemek ve gerçek malzemeyi işlemeden önce programı optimize etmek için çok değerlidir.
Malzeme Yükleme ve Sıkıştırma: İş Parçasının Sabitlenmesi
Program hazır olduğunda, bir sonraki adım hammaddeyi (metal boru veya tüp) makineye yüklemektir. Yükleme yöntemi büyük ölçüde makinenin otomasyon seviyesine bağlıdır. Temel kurulumlarda, operatör tek bir boruyu manuel olarak kaldırıp destek silindirlerine yerleştirebilir ve makinenin arka aynasına yönlendirebilir. Ancak daha yüksek üretkenlik ve verimlilik için modern tüp lazer kesicilerin çoğu otomatik veya yarı otomatik yükleme sistemleriyle donatılmıştır. Yaygın bir çözüm, bir magazin veya kasette büyük miktarda (genellikle birkaç ton) boru tutabilen bir demet yükleyicidir. Yükleyici, demetten her seferinde bir tüpü otomatik olarak seçer ve makinenin işleme alanına besler. Bu sistemler genellikle çeşitli boru profillerini (yuvarlak, kare, dikdörtgen) ve belirli bir aralıktaki boyutları işleyebilir, iş kurulumunda belirtilen boyutlara otomatik olarak ayarlanır. Boruyu önden çeken MZBNL Önden Besleme yeniliğimiz, bu süreci kolaylaştırarak geleneksel arkadan veya yandan yüklemeye kıyasla daha hızlı hale getirir ve operatörler üzerindeki fiziksel baskıyı azaltır.
Boru makineye beslendikten sonra aynalar tarafından güvenli ve doğru bir şekilde kelepçelenmelidir. Tipik olarak, bir arka ayna borunun ucunu kavrar ve hem boruyu uzunlamasına itmek/çekmekten (X ekseni) hem de döndürmekten (A ekseni veya C ekseni) sorumludur. Özellikle uzun veya ince duvarlı borularda boruyu desteklemek ve kesim sırasında sapma veya titreşimi önlemek için genellikle kesme bölgesine daha yakın bir yere bir ön ayna veya sabit bir dayanak yerleştirilir. Bu aynalar genellikle pnömatik veya hidroliktir ve boruyu deforme etmeden sıkıca kavrayacak şekilde tasarlanmıştır. Modern aynalar genellikle kendi kendine merkezleme özelliğine sahiptir ve program ayarlarına bağlı olarak farklı boru boyutlarına ve profillerine uyum sağlamak için çenelerini otomatik olarak ayarlayabilir. Bazı makinelerde ayrıca borunun kaynak dikişinin konumunu tespit etmek için sensörler bulunur. Dikişin konumu uygulama için kritikse (örneğin, içinden kesmekten kaçınmak veya belirli bir yöne yerleştirmek için), sistem kesme başlamadan önce dikişi gerektiği gibi konumlandırmak için boruyu otomatik olarak döndürebilir. Bu hassas ve dengeli bağlama, lazer kesimin bilinen yüksek hassasiyetine ulaşmak için kesinlikle gereklidir.
Malzeme yükleme sırası, borunun başlangıcının belirlenmesini de içerir. Makinenin sensörleri ön kenarı algılar ve bu, kesme işlemleri için boylamsal ölçümlerin sıfır noktası olur. Sistem, borunun kesme kafasına göre doğru başlangıç konumuna ilerletilmesini sağlar. MZBNL'nin Sıfır Atık Kuyruk Malzemesi sistemi gibi gelişmiş kuyruk malzemesi optimizasyonuna sahip makineler için ilk konumlandırma ve ölçüm, son kullanılamaz kalıntının en aza indirilmesi veya ortadan kaldırılması da dahil olmak üzere tüm boru uzunluğunun kullanımının nasıl en üst düzeye çıkarılacağının hesaplanması için kritik öneme sahiptir.
Kesme İşlemi ve Parça Boşaltma: Yürütme ve Tamamlama
Tüpün yüklenmesi, kelepçelenmesi ve programın başlatılmasıyla gerçek kesme işlemi başlar. CNC kontrolörü devralır ve hassas bir hareket balesi düzenler. Odaklama lensini ve yardımcı gaz nozülünü içeren kesme kafası tüpün uzunluğu boyunca hareket ederken (Y ekseni, bazen yükseklik kontrolü için Z ekseni) aynalar tüpü döndürür (A veya C ekseni) ve uzunlamasına besler (X ekseni). Bu hareketler, programlanan kesme yollarını takip etmek için mükemmel şekilde senkronize edilir. Örneğin, yuvarlak bir delik kesmek için kesme kafası sabit kalabilir veya boru altında dönerken hafifçe hareket edebilir. Uzunlamasına bir yuva için, dönüş kilitlenirken kafa boru boyunca hareket eder. Kopça veya pah gibi karmaşık 3D kesimler için tüm eksenler (kesme kafası eğimi için potansiyel B ekseni dahil) aynı anda hareket eder. Lazer ışını gerektiğinde tam olarak açılıp kapatılır ve Erimiş malzemeyi temizlemek için nozülden yardımcı gaz akışı11 kesilen çentikten.
Kesme işlemi sırasında çeşitli sensörler işlemleri izler. Kesme kafasındaki kapasitif yükseklik algılama, nozül ile boru yüzeyi arasında sabit bir mesafe bırakır ve tutarlı odaklanma ve kesim kalitesi sağlamak için borudaki hafif ovalliği veya dalgalanmayı telafi eder. Lazer gücü, kesme hızı ve yardımcı gaz basıncının tümü, işlenen belirli malzeme ve kalınlık için programda tanımlanan parametrelere göre kontrol edilir. Operatör tipik olarak süreci bir güvenlik penceresi veya bir video beslemesi aracılığıyla izleyebilir ve yalnızca bir sorun ortaya çıktığında müdahale edebilir. Bu aşamanın verimliliği çok önemlidir; gereksiz yavaşlamalar veya kesintiler verimi ve maliyeti etkileyebilir. Fiber lazerlerin yüksek hızları ve CNC kontrol ünitesinin zekası bu aşamada gerçekten parlar ve karmaşık parçaların hızlı bir şekilde işlenmesini sağlar.
Bir parça stok borusundan tamamen kesildikten sonra boşaltılması gerekir. Boşaltma stratejileri değişiklik gösterir. Bazı makineler, kesilen parçanın kesim alanının altındaki bir toplama kutusuna veya konveyör bandına düşmesine izin verir. Daha sofistike sistemlerde, bitmiş parçayı dikkatlice alıp belirlenmiş bir alana yerleştiren ve potansiyel olarak farklı parçaları farklı kutulara ayıran bir boşaltma kolu veya mekanizması olabilir. Bu, hassas parçaların zarar görmesini önlemek ve sonraki süreçleri kolaylaştırmak için özellikle önemlidir. Kesme işlemi stok borusunun uzunluğu boyunca devam ederken, arka ayna kalan malzemeyi bir sonraki parça için ilerletir. Stok borusu neredeyse tükendiğinde, makine verimi en üst düzeye çıkarmak için son kesimleri yönetir, ideal olarak MZBNL'nin Sıfır Atık Kuyruk Malzemesi yeniliği gibi sistemleri kullanarak mümkün olduğunca az malzemenin kullanılamaz bir kalıntı olarak kalmasını sağlar. Deliklerden çıkan sümüklü böcekler veya iç içe geçmiş parçalar arasındaki küçük iskeletler gibi hurda malzemeler de toplanır ve genellikle bertaraf için ayrı bir konveyöre düşer. Döngü daha sonra yükleyiciden gelen bir sonraki tüp ile tekrarlanarak sürekli, otomatik üretime olanak tanır.
CAD modelleri CAM programlamasından önce gelirDoğru
Süreç, üretim talimatları için CAM yazılımına geçmeden önce her zaman CAD tasarımıyla başlar.
Operatörler tüm tüpleri manuel olarak yüklerYanlış
Modern sistemler otomatik demet yükleyicileri kullanır, ancak temel kurulumlarda manuel yükleme mevcuttur.
Tüp lazer kesim makinelerinin imalatta kullanılmasının avantajları nelerdir?
Yüksek üretim maliyetleri, sınırlı tasarım kabiliyetleri ve tutarsız kalite üretim işinizi geri mi bırakıyor? Daha az gelişmiş yöntemlere bağlı kalmak, rakiplerin gerisinde kalmak anlamına gelebilir. Tüp lazer kesim makinelerinin üretiminizde ve kârlılığınızda nasıl devrim yaratabileceğini keşfedin.
Avantajları arasında önemli ölçüde artırılmış üretim hızı, daha iyi montaj sağlayan üstün kesme hassasiyeti, karmaşık geometriler için geliştirilmiş tasarım özgürlüğü, azaltılmış malzeme israfı, otomasyon sayesinde daha düşük işçilik maliyetleri ve iyileştirilmiş genel ürün kalitesi ve üretimde tutarlılık bulunmaktadır.
Tüp lazer kesim teknolojisinin benimsenmesi, metal tüplerin ve profillerin işlenmesiyle ilgili tüm üretim operasyonlarına çok sayıda cazip avantaj getirir. Bu avantajlar, hız ve maliyetteki somut iyileştirmelerden gelişmiş tasarım esnekliği ve pazar duyarlılığı gibi daha stratejik kazanımlara kadar çeşitli yönleri kapsamaktadır. Üretim verimliliğini yükseltmeyi ve daha yüksek hassasiyet ve daha karmaşık parçalar gerektiren yeni pazarlara açılmayı hedefleyen BAE'deki Ahmed's gibi işletmeler için avantajlar yalnızca artımlı iyileştirmeler değil, dönüştürücü değişikliklerdir. Bu makinelerin üretkenliği nasıl artırdığını, ürün kalitesini nasıl yükselttiğini, karmaşık tasarımları nasıl mümkün kıldığını, operasyonel maliyetleri nasıl düşürdüğünü ve nihayetinde günümüzün zorlu üretim ortamında nasıl önemli bir rekabet avantajı sağladığını inceleyeceğiz. Bu faydaları anlamak, yatırımı gerekçelendirmek ve teknolojiden tam potansiyeliyle yararlanmak için çok önemlidir.

Tüp lazer kesim makineleri, modern metal imalatında kendilerini vazgeçilmez kılan cazip bir avantajlar paketi sunar. Bu avantajlar, geleneksel boru işleme yöntemlerinde karşılaşılan düşük verimlilik, yüksek işçilik maliyetleri, malzeme israfı ve tasarım karmaşıklığındaki sınırlamalar gibi kronik zorlukların çoğunu ele almaktadır. Üreticiler, lazer teknolojisinin ve gelişmiş otomasyonun benzersiz özelliklerinden yararlanarak operasyonel verimliliklerinde, ürün kalitelerinde ve genel rekabet güçlerinde önemli gelişmeler elde edebilirler. Manuel iş akışlarını otomatikleştirmeye ve yüksek hassasiyet ve karmaşık tasarımlar (mimari metal işleri ve otomotiv parçaları gibi) gerektiren pazarlara açılmaya odaklanan Ahmed Al-Farsi gibi bir işletme sahibi için bu avantajlar doğrudan stratejik hedeflerine ulaşma anlamına geliyor. Bu etki, ilk tasarımdan son montaja kadar tüm üretim zincirinde hissediliyor.
Geliştirilmiş Üretkenlik ve Verimlilik
Boru lazer kesim makinelerinin en hızlı ve etkili avantajlarından biri, üretkenlik ve verimdeki çarpıcı artıştır. Geleneksel yöntemler genellikle bir boru üzerinde farklı işlemler gerçekleştirmek için birden fazla makine ve kurulum gerektirir - boy kesme, ardından delik delme, ardından yuva veya kopça frezeleme. Makineler arasındaki her aktarım ve her yeni kurulum değerli zaman ve iş gücü tüketir. Bir tüp lazer kesici, bu işlemlerin çoğunu tek bir otomatik işlemde birleştirir. Ham bir tüp yüklenir ve gerekli tüm özelliklere (kesikler, delikler, yuvalar, eğimler, aşındırmalar) sahip tamamen işlenmiş bir parça, genellikle geleneksel teknikler kullanılarak gereken sürenin çok altında bir sürede ortaya çıkar. Örneğin, birden fazla geleneksel adımla üretilmesi 30 dakika veya daha fazla sürebilecek karmaşık bir parça, tüp lazer kesicide 5 dakika veya daha kısa sürede tamamlanabilir.
Bu hız, yüksek kesme hızları ile daha da artar. modern fiber lazerler12Özellikle ince ve orta kalınlıktaki malzemelerde. Makine eksenlerinin hızlı hızlanması ve yavaşlamasıyla birlikte, karmaşık kesim yolları çok hızlı bir şekilde gerçekleştirilebilir. Ayrıca, otomatik demet yükleyiciler gibi otomasyon özellikleri, makinelerin minimum operatör müdahalesi ile uzun süreler boyunca, hatta vardiya dışında "ışıklar kapalı" çalışmasına olanak tanır. Örneğin MZBNL Önden Besleme İnovasyonumuz, besleme verimliliğini yaklaşık 40% artırarak daha yüksek makine çalışma süresi ve çıktıya doğrudan katkıda bulunur. Bu kesintisiz çalışma, toplam verimi önemli ölçüde artırır. Sektördeki kıyaslamalar genellikle birkaç geleneksel makinenin tek bir tüp lazer kesici ile değiştirilmesinin, parçaların karmaşıklığına ve kullanılan önceki yöntemlere bağlı olarak 50-300% veya daha fazla verimlilik artışı sağlayabileceğini göstermektedir. Bu, vardiya başına daha fazla parça, müşteriler için daha kısa teslim süreleri ve orantılı olarak işçilik veya fabrika alanını artırmadan daha fazla iş alma kapasitesinin artması anlamına gelir.
Kurulum süresindeki azalma da kritik bir rol oynamaktadır. Geleneksel makinelerde farklı işler arasında geçiş yapmak, takım değişiklikleri, jig ayarlamaları ve test çalıştırmalarını içeren uzun bir süreç olabilir. Bir tüp lazer kesicide yeni bir işe geçmek genellikle sadece yeni bir CNC programının yüklenmesini ve gerekirse aynalarda veya desteklerde hızlı ayarlamalar yapılmasını içerir ve bu da genellikle otomatikleştirilebilir. MZBNL'deki No-CAD sistemimiz, doğrudan makinede parametre tabanlı programlamaya izin vererek standart profiller için bunu daha da hızlandırır, ortak görevler için çevrimdışı CAM programlamaya olan bağımlılığı azaltır ve acil veya küçük parti siparişlerine daha hızlı yanıt verilmesini sağlar.
Geliştirilmiş Ürün Kalitesi ve Tasarım Karmaşıklığı
Tüp lazer kesim makineleri, geleneksel yöntemlerle elde edilmesi zor olan üstün bir ürün kalitesi ve tutarlılık düzeyi sunar. Lazer kesimin temassız yapısı takım aşınmasını ortadan kaldırır, yani uzun üretim çalışmalarında bile ilk kesilen parça sonuncusuyla neredeyse aynıdır. CNC kontrollü lazer kesimin tipik olarak ±0,1 mm ila ±0,2 mm toleranslara ulaşan hassasiyeti, parçaların tam olarak spesifikasyona göre yapılmasını sağlar. Bu yüksek hassasiyet, sonraki montaj ve kaynak işlemlerinde daha iyi uyum sağlayarak manuel yeniden işleme veya ayarlama ihtiyacını azaltıyor. Hassas montajın robotik kaynak hatları için kritik önem taşıdığı otomotiv uygulamalarına parça tedarik eden Ahmed'in işi için bu tutarlı kalite seviyesi tartışılmaz. Minimum kalite ısıdan etkilenen bölge (HAZ)13 Fiber lazerler tarafından üretilen, özellikle paslanmaz çelik veya alüminyum için nitrojen destek gazı kullanıldığında, çok az cüruf veya termal bozulma olmadan temiz, pürüzsüz kesim kenarları ile sonuçlanır. Bu da genellikle ikincil çapak alma veya finisaj işlemlerine olan ihtiyacı ortadan kaldırarak zamandan ve işçilikten tasarruf sağlar.
Kalitenin ötesinde, tüp lazer kesiciler benzeri görülmemiş bir tasarım özgürlüğünün kilidini açar. Tasarımcılar artık geleneksel aletlerin sınırlamaları ile kısıtlanmıyor. Lazerler neredeyse tüm konturları kesebilir, karmaşık desenler oluşturabilir, balık ağzı veya kopça gibi karmaşık kesişimleri son derece hassas bir şekilde üretebilir ve hatta kaynak hazırlığı için eğimli kesimleri tek bir kurulumda gerçekleştirebilir. Bu özellik, mühendislerin ve mimarların daha sofistike, estetik açıdan hoş ve işlevsel olarak optimize edilmiş bileşenler tasarlamasına olanak tanır. Örneğin, kendiliğinden yerleşen bağlantılar oluşturarak montajı basitleştiren, karmaşık aparat ve fikstürlere olan ihtiyacı azaltan ve parçaların doğru yönlendirilmesini sağlayan tırnak ve yuva tasarımları kolayca dahil edilebilir. Mobilya ve mimari sektörlerindeki müşterilerin, lazer tüp kesimin yeteneklerini anladıktan sonra ürün tasarımlarını tamamen yeniden düşündüklerini ve böylece daha yenilikçi ve rekabetçi ürünler ortaya koyduklarını gördüm. Daha önce üretimi çok pahalı veya imkansız olan benzersiz, karmaşık geometriler yaratma yeteneği yeni pazar fırsatlarının önünü açıyor.
Bu tasarım esnekliği aynı zamanda prototip oluşturma ve kişiselleştirmeye de uzanır. Yeni tasarımlar veya modifikasyonlar, pahalı özel takımlar oluşturmaya gerek kalmadan hızlı bir şekilde programlanabilir ve test edilebilir. Bu çeviklik, ürün yaşam döngülerinin kısaldığı ve özelleştirilmiş çözümlere olan talebin arttığı günümüz pazarında çok önemlidir. İster benzersiz bir fitness ekipmanı parçası ister ısmarlama bir mimari özellik olsun, tüp lazer kesici küçük partiler halinde bile verimli bir şekilde üretebilir.
Maliyet Azaltma ve Pazar Rekabetçiliği
Bir tüp lazer kesim makinesine yapılan ilk yatırım önemli olabilirken, sunduğu uzun vadeli maliyet düşüşleri ve gelişmiş pazar rekabet gücü önemlidir. İşçilik maliyetleri genellikle üretim giderlerinin en büyük bileşenlerinden biridir. Tüp lazer kesiciler, birden fazla süreci otomatikleştirerek ve manuel kullanım ve birden fazla makine kurulumu ihtiyacını azaltarak parça başına işçilik içeriğini önemli ölçüde azaltır. Tek bir operatör genellikle yüksek otomasyonlu bir lazer kesim hücresini denetleyebilirken, geleneksel yöntemlerle benzer bir çıktı elde etmek için birkaç operatöre ihtiyaç duyulabilir. Bu durum, yüksek operatör devir hızı ve buna bağlı yeniden eğitim maliyetleri gibi zorluklarla karşılaşan Ahmed için kilit bir faktördü; MZBNL'nin No-CAD'i gibi sistemlerin kullanım kolaylığı ve yalnızca bir günlük yerinde eğitim gerektirmesi, bu sorunlu noktayı doğrudan ele alıyor.
Malzeme maliyetinden tasarruf da bir diğer önemli avantajdır. Lazer kesimin hassasiyeti, daha geniş testere kesimlerine kıyasla doğal olarak malzeme tasarrufu sağlayan çok dar bir çentik (lazer tarafından kaldırılan malzemenin genişliği) ile sonuçlanır. Daha da önemlisi, gelişmiş yerleştirme yazılımı14MZBNL'nin Sıfır Atık Kuyruk Malzemesi sistemi gibi yeniliklerle birleştiğinde, her bir stok boru uzunluğundan malzeme kullanımını en üst düzeye çıkarır. Hurdayı birkaç puan bile azaltmak, özellikle paslanmaz çelik veya alüminyum gibi pahalı malzemelerle çalışırken zaman içinde önemli tasarruflar sağlayabilir. Ayrıca çapak alma, taşlama veya manuel montaj gibi ikincil işlemlerin ortadan kaldırılması veya azaltılması da genel üretim maliyetlerinin düşmesine katkıda bulunur.
Bu operasyonel verimlilikler - daha hızlı üretim, daha düşük işgücü girdisi, daha az malzeme israfı ve daha iyi kalite - toplu olarak parça başına daha düşük maliyet sağlar. Bu da üreticilerin ürün ve hizmetlerini pazarda daha rekabetçi bir şekilde fiyatlandırmalarına olanak tanır. Dahası, daha yüksek kaliteli, daha karmaşık ve özelleştirilmiş parçalar üretme becerisi yeni, daha yüksek marjlı pazar segmentleri açabilir. Ahmed'inki gibi mimari metal işleri ve sofistike araç parçaları alanında büyümeyi hedefleyen işletmeler için tüp lazer kesici sadece maliyet tasarrufu sağlayan bir araç değil, aynı zamanda bu pazarların zorlu taleplerini karşılamalarını sağlayan bir teknolojidir. İyileştirilmiş teslim süreleri ve güvenilirlik de müşteri memnuniyetini artırıyor ve işlerin artmasını sağlayabiliyor. Sonuç olarak, tüp lazer kesim teknolojisine yatırım yapmak, gelecekteki rekabet gücüne ve büyümeye yapılan bir yatırımdır.
Lazer kesim verimliliği artırırDoğru
Tüp lazer kesiciler, birden fazla işlemi tek bir otomatik süreçte birleştirerek geleneksel yöntemlere kıyasla üretim süresini önemli ölçüde azaltır.
Lazer kesim daha fazla işçilik gerektirirYanlış
Tüp lazer kesim aslında otomasyon yoluyla işgücü ihtiyacını azaltır ve daha önce birden fazla işçi gerektiren işleri tek bir operatörün denetlemesine olanak tanır.
Sonuç
Tüp lazer kesim makineleri eşsiz hız, hassasiyet ve tasarım esnekliği sunarak üretimde devrim yaratır. Atıkları önemli ölçüde azaltır, otomasyon yoluyla işçilik maliyetlerini düşürür ve genel ürün kalitesini artırarak MZBNL'de bizim gibi üreticilere dünya çapında üstün, yenilikçi çözümler sunma gücü verir.
-
Metal boru kesme performansı ve verimliliği için fiber ve CO2 lazer teknolojilerini karşılaştırın. ↩
-
Lazer kesimde malzeme bütünlüğünü korumak için minimum HAZ'ın neden çok önemli olduğunu öğrenin. ↩
-
HAZ, HAZ'ın malzeme özellikleri üzerindeki etkileri ve HAZ'ı en aza indirmenin neden faydalı olduğu hakkında bilgi edinin. ↩
-
Lazer kesimin malzeme verimini nasıl 5-15% veya daha fazla artırdığına dair kanıtları görün. ↩
-
Lazer kesim makinelerini MRP/ERP ile entegre etmenin üretim planlamasını ve verimliliği nasıl artırdığını keşfedin. ↩
-
Metal kesme uygulamaları için CO2 lazerlere kıyasla fiber lazerlerin temel farklarını ve avantajlarını öğrenin. ↩
-
Yardımcı gazların (oksijen, nitrojen, hava) lazer kesim kalitesini ve malzeme uygunluğunu nasıl etkilediğini anlama. ↩
-
CNC teknolojisinin temellerini ve hassas üretim makinelerinin otomatikleştirilmesindeki önemli rolünü keşfedin. ↩
-
Lazer gücünü, hızını ve yardımcı gazını ayarlamanın boru işlemede kesim kalitesini ve verimliliği nasıl etkilediğini öğrenin. ↩
-
Yerleştirme yazılımının boru lazer kesim işlemlerinde malzeme kullanımını nasıl optimize ettiğini ve israfı nasıl azalttığını keşfedin. ↩
-
Temiz kesimler elde etmede yardımcı gazların önemli rolünü ve metal boru lazer kesimi için türlerini anlayın. ↩
-
Fiber lazer teknolojisi ve yüksek hızlı, verimli metal kesimi için faydaları hakkında bilgi edinin. ↩
-
HAZ'ı ve onu en aza indirmenin kesim kalitesini ve malzeme bütünlüğünü nasıl iyileştirdiğini anlayın. ↩
-
Yerleştirme yazılımının malzeme kullanımını nasıl en üst düzeye çıkardığını ve imalatta hurdayı nasıl azalttığını keşfedin. ↩
Sorularınız mı var veya daha fazla bilgiye mi ihtiyacınız var?
Kişiselleştirilmiş yardım ve uzman tavsiyesi için bizimle iletişime geçin.