Adım Adım Lazerle Tüp Nasıl Kesilir?

Boruları hassas bir şekilde kesmek, geleneksel yöntemlerle gerçek bir baş ağrısı olabilir ve genellikle zaman ve malzeme israfına yol açar. Bu hayal kırıklığı, hatalı kesimler üretim programlarını raydan çıkardığında ve imalatçılar için ortak bir acı noktası olan maliyetleri şişirdiğinde artar. Lazer boru kesimi hassas, verimli ve çok yönlü bir çözüm sunarak boru imalatına yaklaşımımızda devrim yaratır ve üstün sonuçlar elde etmemizi sağlar.
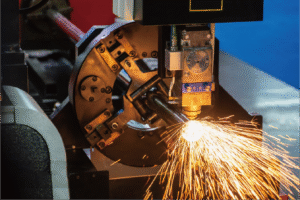
Lazer boru kesimi, dijital tasarım oluşturma veya içe aktarma ile başlayan, ardından belirli malzeme ve boru profili için parametre seçimi de dahil olmak üzere titiz makine kurulumu ile devam eden çok aşamalı bir süreçtir. Daha sonra boru yüklenir ve güvenli bir şekilde kelepçelenir, ardından odaklanmış bir lazer ışını tarafından yönlendirilen otomatik kesim dizisi hassas kesimler gerçekleştirir. Son olarak, bitmiş parça boşaltılır ve incelenir.
Lazer tüp kesme işlemini adım adım anlamak, bu ileri teknolojiden etkili bir şekilde yararlanmak isteyen herkes için çok önemlidir. Bu sadece bir düğmeye basmaktan çok daha fazlasıdır; bu, üretim yeteneklerinizi ve çıktı kalitenizi önemli ölçüde artırabilecek bir sistemde ustalaşmakla ilgilidir. MZBNL ile metal imalat sektöründe 25 yıl geçirmiş biri olarak, bu teknolojinin dönüştürücü etkisine ilk elden tanık oldum. Malzeme seçiminden son optimizasyon ve bakıma kadar her aşamayı inceleyerek tüm iş akışını kapsamlı bir şekilde kavramanızı sağlayacağız. Her seferinde nasıl mükemmel kesimler elde edebileceğinizi keşfedelim.
Temel operasyonel adımların ötesinde, lazer tüp kesiminde gerçek ustalık, iyi bir kesimi istisnai bir kesimden ayıran nüansları anlamakta yatar. Bu, malzeme uyumluluğunun, lazer-malzeme etkileşiminin karmaşık fiziğinin ve süreç optimizasyonunun önemli ekonomik etkisinin daha derin bir şekilde anlaşılmasını içerir. Örneğin MZBNL'de, BAE'den Ahmed Al-Farsi gibi başlangıçta eski boru işleme sistemlerinin karmaşıklıkları ve verimsizlikleri ile zorluklarla karşılaşan çok sayıda müşteriye rehberlik ettik. Kullanıcı dostu No-CAD sistemimizi benimseme yolculuğu, sektörün daha sezgisel ve verimli çözümlere doğru geniş çaplı değişimini canlı bir şekilde göstermektedir. Bizimki gibi ileri görüşlü şirketlerin öncülük ettiği önden besleme mekanizmaları ve sıfır atık kuyruk malzemesi tasarımları gibi yeniliklerin sektördeki yaygın sorunlu noktaları nasıl doğrudan ele aldığını ve genel üretim standartlarını nasıl yükselttiğini keşfedeceğiz. Bu sadece boru kesmekle ilgili değildir; maksimum kârlılık, verimlilik ve rekabet avantajı elde etmek için tüm iş akışınızı stratejik olarak geliştirmekle ilgilidir. Sektör raporları sürekli olarak, gelişmiş lazer kesim teknolojilerini benimseyen işletmelerin önemli̇ yatirim geri̇ dönüşü1 daha az malzeme israfı, daha düşük işçilik maliyetleri ve daha fazla verim.
Lazer kesim ile hangi malzemeler ve borular işlenebilir?
Özel boru malzemelerinizin ve profillerinizin lazer kesim için uygun olup olmadığından emin değil misiniz, bu da bu güçlü teknolojiyi benimsemekte tereddüt etmenize neden oluyor mu? Belirli malzemeler için uygun olmayan bir kesim prosesinin kullanılması düşük kesim kalitesine, pahalı ekipmanların hasar görmesine ve hatta kritik güvenlik tehlikelerine yol açarak değerli kaynakların ve zamanın boşa harcanmasına neden olabilir. Neyse ki lazer kesim, çok çeşitli malzemeleri ve farklı boru profillerini hassas ve kolay bir şekilde işleyebilen inanılmaz derecede çok yönlü bir teknolojidir.
Lazer kesim, karbon çeliği, paslanmaz çelik, alüminyum alaşımları, bakır ve pirinç dahil olmak üzere çok çeşitli malzemeleri etkili bir şekilde işleyebilir. Yuvarlak, kare, dikdörtgen ve oval gibi çeşitli boru formlarının yanı sıra L-kirişler ve özel ekstrüzyonlar gibi daha karmaşık profilleri de barındırır, bu da onu çok sayıda üretim uygulaması için son derece uyarlanabilir hale getirir.
Hangi malzemelerin ve boru şekillerinin lazer kesim teknolojisiyle uyumlu olduğunu tam olarak bilmek, bir kesime başlamayı düşünmeden önce atılması gereken temel adımdır. Bu sadece lazerin uygun olup olmadığı ile ilgili değildir. olabilir malzemeyi fiziksel olarak kesmek, ancak nasıl iyi kesebilir ve her bir farklı malzeme ve profil için yardımcı gaz tipi veya güç ayarları gibi hangi özel hususlar gereklidir. MZBNL'deki kapsamlı deneyimim bana, malzeme özelliklerinin derinlemesine anlaşılmasının optimum kesim sonuçları elde etmek ve en önemlisi maliyetli hatalardan veya yeniden çalışmalardan kaçınmak için kesinlikle anahtar olduğunu öğretti. Örneğin, Ahmed gibi otomotiv parçaları sektöründe faaliyet gösteren ve araçlar için çeşitli bileşenler tedarik eden bir müşterinin, karmaşık delik desenlerine sahip yüksek mukavemetli çelik boruları işlemesi gerekiyordu. Önceki geleneksel yöntemleri yavaş, emek yoğun ve yanlışlıklara meyilliydi. Özellikle zorlu malzemeleri için optimize edilmiş bir MZBNL sistemi ile lazer kesime geçmek, üretim hızlarını ve parça tutarlılığını önemli ölçüde artırdı. Daha net bir resim sunmak için bu malzemelerin ve boru tiplerinin özelliklerini daha derinlemesine inceleyelim.
Malzeme Özelliklerini ve Lazer Etkileşimini Anlama
Farklı metaller lazer enerjisine maruz kaldıklarında çeşitli reaksiyonlar gösterirler ve bu etkileşimleri anlamak başarılı lazer kesimi için esastır. Bu süreci etkileyen temel malzeme özellikleri arasında yansıtıcılık, termal iletkenlik ve erime noktası yer alır. Örneğin, alüminyum ve bakır gibi yüksek oranda yansıtıcı malzemeler başlangıçta lazer ışınının önemli bir kısmını yansıtır. Bu, etkili emilim ve erime elde etmek için daha yüksek güç yoğunlukları veya belirli lazer dalga boyları gerektirir. Modern fiber lazerler2MZBNL'nin uzmanlaştığı lazer teknolojisi, daha kolay emilen daha kısa dalga boyları nedeniyle eski CO2 lazer teknolojisine kıyasla bu yansıtıcı malzemeler için genellikle daha uygundur.
Karbon çeliği, çeşitli dalga boylarında lazer enerjisini mükemmel şekilde emmesi ve nispeten düşük malzeme maliyeti nedeniyle belki de tüp formunda en sık lazerle kesilen malzemedir. Yumuşak çeliği keserken, oksijen genellikle yardımcı gaz olarak kullanılır. Bunun nedeni sadece erimiş malzemeyi uçurmak değil, oksijenin sıcak çelikle ekzotermik bir reaksiyon oluşturarak kesme işlemine yardımcı olan ve daha kalın kesitlerde daha yüksek hızlara izin veren ek ısı üretmesidir. Ancak bu ekzotermik reaksiyon, ısıdan etkilenen bölgenin (HAZ) biraz daha genişlemesine ve oksitlenmiş bir kesim kenarına yol açabilir; bu da uygulamaya bağlı olarak sonradan işlem yapılmasını gerektirebilir. Ahmed'in mimari metal işleri projeleri için, paslanmaz çelik borularda bozulmamış, oksitlenmemiş bir kesim elde etmek estetik ve korozyon direnci nedenleriyle çok önemlidir. Bu, genellikle oksidasyonu önlemek için yardımcı gaz olarak yüksek basınçlı nitrojen kullanılmasını içerir ve genellikle başka bir son işlem gerektirmeyen parlak, çapaksız bir kenarla sonuçlanır.
Paslanmaz çelik de bir demir alaşımı olmakla birlikte, korozyon direnci sağlayan krom içeriği nedeniyle lazer altında farklı davranır. Belirtildiği gibi, oksidasyonu önlemek ve temiz, parlak ve pürüzsüz bir kesim kenarı elde etmek için azot tercih edilen yardımcı gazdır. Diğer gazlarla oluşabilecek krom oksit tabakası çok serttir ve çıkarılması zordur. Daha yüksek alaşım içeriği nedeniyle yumuşak çeliğin kesilmesi biraz daha zor olsa da, fiber lazerler paslanmaz çeliğin verimli ve yüksek kalitede işlenmesinde önemli adımlar atmıştır. Fabricators & Manufacturers Association (FMA) tarafından yayınlananlar gibi endüstri çalışmalarından elde edilen veriler, fiber lazerlerin paslanmaz çelik borular için, özellikle daha ince ve orta ölçülerde geleneksel CO2 lazerlere kıyasla üstün kesme hızları ve kenar kalitesi sunduğunu tutarlı bir şekilde göstermektedir.
Farklı Tüp Profillerini ve Karşılaştıkları Zorlukları Keşfetmek
Basit yuvarlak, kare ve dikdörtgen boruların ötesinde, lazer kesim teknolojisi karmaşık ve düzensiz profilleri işlerken gerçekten başarılıdır. Bu kabiliyet oval boruları, D-şekilli boruları, L-profilleri (köşebent), U-kanalları ve hatta bir müşterinin ürününe özgü özel tasarlanmış ekstrüzyonları içerir. Bu çeşitli profiller üzerinde karmaşık desenleri, gönyeli uçları, borudan boruya bağlantılar için kopçaları ve karmaşık delik geometrilerini hassas bir şekilde kesme yeteneği, geniş tasarım olanaklarının önünü açar. Bu çok yönlülük, üst düzey mobilya üretimi (MZBNL için genellikle benzersiz boru şekilleri kullanan önemli bir müşteri türü) ve estetik çekiciliğin ve hassas uyumun kritik olduğu karmaşık mimari dekorasyon gibi endüstriler için çok değerlidir.
Bu farklı boru profillerinin etkili bir şekilde işlenmesi genellikle gelişmiş aynalama sistemleri ve sofistike kontrol yazılımı gerektirir. Makine, özellikle yüzey düzgün silindirik olmadığında, boru lazer kafasının altında dönerken ve ötelenirken doğruluğu korumalıdır. Örneğin, oval bir boru üzerinde tutarlı bir eğim kesmek, lazer kafasının açısını dinamik olarak ayarlamasını ve sürekli değişen yüzey eğriliğine göre hassas bir odak noktasını korumasını gerektirir. Akıllı çok eksenli bağlama sistemleri ve sezgisel No-CAD programlama arayüzleri ile donatılmış BNL makinelerimiz, bu karmaşık işlemleri basitleştirmek ve kapsamlı CAD/CAM uzmanlığına sahip olmayan operatörler için bile erişilebilir hale getirmek için tasarlanmıştır. Ahmed'in vitrin ve raf üretimi için sık sık çeşitli oluklu desenleri ve bağlantı noktalarını dikdörtgen ve özel profilli borulara kesmesi gerekiyor; bu da makinelerimizin sorunsuz ve verimli bir şekilde üstesinden geldiği bir görev.
Duvar kalınlığı, borular için lazer kesim sürecini etkileyen bir diğer önemli faktördür. Daha kalın duvarlı borular, tam penetrasyon ve kaliteli bir kesim sağlamak için doğal olarak daha fazla lazer gücü ve dolayısıyla daha düşük kesme hızları gerektirir. Daha kalın malzemelerin delinmesi de zor olabilir ve genellikle aşırı cüruf, sıçrama veya malzemeye ya da optiklere zarar vermeden ilk deliği oluşturmak için özel delme rutinleri (örn. çok aşamalı delme, rampa delme) gerektirir. Yardımcı gaz tipi, basıncı ve nozül çapının seçimi de hem malzeme tipine hem de duvar kalınlığına bağlı olarak dikkatlice kalibre edilmelidir. Buna göre Allied Market Research tarafından hazırlanan 2023 pazar raporu3 Küresel lazer kesim makinesi pazarında, daha kalın malzemeleri ve karmaşık profilleri güvenilir ve verimli bir şekilde işleyebilen sistemlere olan talep, özellikle inşaat ve ağır ekipman üretimi gibi sektörlerde artmaya devam ediyor.
Sektöre Özel Malzeme Uygulamaları ve Vaka Çalışmaları
Zorlu otomotiv endüstrisinde lazer boru kesme, yüksek mukavemetli çelik (HSS) ve gelişmiş yüksek mukavemetli çelik (AHSS) borulardan bileşenler üretmek için yaygın olarak kullanılmaktadır. Bu malzemeler, hem mukavemetin hem de ağırlık azaltmanın kritik önem taşıdığı şasi bileşenleri, egzoz sistemleri, koltuk çerçeveleri ve takla kafesleri için kullanılır. Lazer kesimin hassasiyeti, araç güvenliğini, performansını ve yakıt verimliliğini artıran karmaşık bağlantılara ve özelliklere olanak tanır. Ahmed'in araç parçaları tedarikine benzer kapsamda motosiklet şasileri üreten bir Tier 1 tedarikçisi olan müşterilerimizden biri, bir BNL lazer tüp kesici uyguladıktan sonra karmaşık kopçalı tüpler için parça döngü süresini 60%'nin üzerinde azalttı. Bu iyileşmenin başlıca nedeni, No-CAD sistemimiz sayesinde farklı boru çapları, karmaşık uç kesimleri ve farklı parçalar için manuel yeniden programlama işlemlerinin ortadan kaldırılmasıydı.
Mobilya ve sıhhi tesisat üreticileri için estetik kalite ve tasarım esnekliği çok önemlidir. Lazer kesim, modern tasarım mobilyalarda ve üst düzey banyo armatürlerinde sıklıkla kullanılan paslanmaz çelik, alüminyum ve pirinç borular gibi malzemeler üzerinde karmaşık tasarımların ve temiz, keskin kenarların oluşturulmasını sağlar. Optimize edilmiş lazer kesimle üretilen doğal olarak temiz kenarlar ve minimum ısıdan etkilenen bölge, taşlama veya çapak alma gibi ikincil bitirme işlemlerine olan ihtiyacı önemli ölçüde azaltır veya hatta ortadan kaldırır, bu da zaman ve işçilik maliyetlerinde önemli tasarruflar sağlar. Manuel kesme ve delme işlemlerinden lazer çözümlerimize geçiş yapan ısmarlama perakende teşhir rafları konusunda uzmanlaşmış bir müşteri, son işlem maliyetlerinde 40%'lik bir azalma ve karmaşık tasarımlar için üretim veriminde 50%'lik bir artış bildirdi.
Mimari dekorasyon şirketleri ve çit/ korkuluk montaj firmaları, lazer kesicinin yumuşak çelik, paslanmaz çelik ve alüminyum dahil olmak üzere çeşitli malzemeler üzerinde özel desenler, karmaşık tasarımlar ve hassas açılar kesme yeteneğine büyük ölçüde güvenmektedir. İster çelik kapılar üzerinde süslü telkari tasarımlar, ister karmaşık korkuluk sistemleri için hassas açılı bağlantılar veya bina cepheleri için özel kesilmiş bileşenler yaratılsın, lazer kesim gerekli esnekliği ve doğruluğu sağlar. BAE'de mimari metal işlerine odaklanan Ahmed Al-Farsi, benzersiz, yüksek değerli dekoratif elemanlar ve yapısal bileşenler üretmek için sıklıkla bu kabiliyetten yararlanıyor. Bu sayede rekabetçi bir pazarda prim yapan farklılaştırılmış ürünler sunabiliyor ve özelleştirilmiş mimari çözümlere yönelik artan talebi karşılayabiliyor.
| Malzeme | Tipik Yardımcı Gaz | Yaygın Tüp Uygulamaları | Önemli Lazer Kesim Hususları |
|---|---|---|---|
| Karbon Çelik | Oksijen/Azot | Yapısal çerçeveler, makine parçaları, genel imalat | O2 ile HAZ, cüruf oluşumu, kaliteye karşı kesme hızı |
| Paslanmaz Çelik | Azot | Gıda ekipmanları, tıbbi cihazlar, mimari, egzoz | Oksidasyon önleme, kesme kenarı parlaklığı, N2 maliyeti |
| Alüminyum Alaşımları | Azot | Otomotiv bileşenleri, havacılık ve uzay, ekran yapıları | Yüksek yansıtıcılık, cüruf yapışması, termal iletkenlik |
| Bakır & Pirinç | Azot/Oksijen | Elektrik bağlantıları, sıhhi tesisat armatürleri, dekoratif | Çok yüksek yansıtıcılık, spesifik lazer kaynakları tercih edilir |
| Yüksek Mukavemetli Çelik | Azot/Oksijen | Otomotiv güvenlik parçaları, yapısal takviyeler | Malzeme sertliği, geri yaylanma, muhafaza özellikleri |
Çeşitli boru şekilleri üzerinde lazer kesim çalışmalarıDoğru
Lazer kesim yuvarlak, kare, dikdörtgen, oval boruları ve hatta karmaşık özel profilleri işleyebilir.
Oksijen paslanmaz çelik için en iyisidirYanlış
Oksitlenmeyi önlemek ve temiz kesimler elde etmek için paslanmaz çelikte azot tercih edilir.
Lazer tüp kesimi için nasıl hazırlanılır: ekipman ve güvenlik önlemleri?
Lazer tüp kesme işlemleriniz için önemli hazırlık adımlarını gözden kaçırmanın verimsiz süreçlere veya daha kötüsü ciddi güvenlik olaylarına yol açabileceğinden endişe ediyor musunuz? Yanlış kurulum gerçekten de pahalı ekipmanlara zarar verebilir, standartların altında parçalarla sonuçlanabilir veya operatörleri tehlikeye atarak maliyetli duruş sürelerine, malzeme israfına ve potansiyel yükümlülüklere neden olabilir. Ayrıntılı ekipman kontrollerini ve belirlenmiş güvenlik protokollerine sıkı sıkıya bağlılığı kapsayan kapsamlı hazırlık, sorunsuz, verimli ve güvenli lazer tüp kesimi için temel unsurdur.
Temel hazırlık, lazer kesicinin temel bileşenlerinin (optikler, nozul, gaz sistemi) incelenmesini, iş için doğru lens ve nozulun takıldığından emin olunmasını, yeterli yardımcı gaz beslemesinin ve basıncının doğrulanmasını, uygun kesim programının yüklenmesini ve tüm güvenlik önlemlerinin titizlikle uygulanmasını içerir. Bu, sertifikalı lazer koruyucu gözlük takmayı, uygun alan havalandırması ve duman tahliyesini sağlamayı ve tüm makine koruma ve kilitlerinin işlevsel olduğunu onaylamayı içerir.
Seçtiğiniz malzemenin ve boru tipinin lazer işleme için mükemmel şekilde uygun olduğunu onayladıktan sonra, bir sonraki kritik aşama kapsamlı hazırlıktır. Bu sadece üstünkörü bir bakış veya hızlı bir kontrol değildir; tüm kesme işleminin başarısını, kalitesini ve en önemlisi güvenliğini doğrudan destekleyen sistematik ve ayrıntılı bir süreçtir. MZBNL'de, metal imalat sektöründeki 25 yıllık üretim ve hizmet deneyimimizden gelen bir alışkanlıkla, titiz operasyon öncesi kontrol listelerine büyük önem veriyoruz. Yeni bir müşterimizin, daha modern sistemlerimizi benimsemeden önce, tutarsız ve eksik çalışma öncesi kontroller nedeniyle sık sık ve sinir bozucu kesim hataları yaşadığı bir durumu canlı bir şekilde hatırlıyorum. Hafifçe yanlış hizalanmış bir nozul veya yanlış yardımcı gaz basıncı gibi basit, önlenebilir dikkatsizlikler önemli ölçüde yeniden işleme ve malzeme israfına neden oluyordu. Bu ve bunun gibi birçok deneyim, ekipman kurulumu ve güvenlik önlemlerinin ayrıntılı bir şekilde anlaşılması ve titizlikle uygulanmasının neden her profesyonel operasyon için kesinlikle tartışılmaz olduğunu güçlü bir şekilde vurgulamaktadır. Şimdi, hem optimum sonuçlar hem de güvenli bir çalışma ortamı sağlamak için her seferinde doğru yapmak için tam olarak ne yapmanız gerektiğini açıklayacağız.

Operasyon Öncesi Ekipman Kontrolleri ve Kalibrasyonu
Herhangi bir lazer tüp kesme işlemi başlamadan önce, lazer tüp kesme makinesinin titiz bir şekilde incelenmesi kesinlikle gereklidir. Bu ilk gözden geçirme ve sistem kontrolü, lazer kaynağının (erişilebilirse veya sistem tanılama yoluyla), aynalar gibi tüm ışın dağıtım sistemi bileşenlerinin ve en önemlisi kesme kafası içindeki son odaklama merceği tertibatının durumunun doğrulanmasını içermelidir. Optik bileşenlerde toz, sıçrama veya parmak izi birikmesi, lazer ışınının kalitesini önemli ölçüde düşürebilir ve kesme performansını büyük ölçüde azaltarak potansiyel olarak tutarsız kesimlere ve hatta optiklerin hasar görmesine neden olabilir. Koruyucu pencerenin ve odaklama merceğinin düzenli olarak temizlenmesi, üreticinin önerdiği prosedürlere kesinlikle uyulması ve onaylı temizlik malzemelerinin kullanılması çok önemlidir. Örneğin, yüksek güçlü bir odaklama merceği üzerindeki küçük bir parçacık veya leke bile lazer enerjisini emerek lokal aşırı ısınmaya yol açabilir, termal mercekleme etkileri4ve nihayetinde bu pahalı bileşenin erken arızalanması.
Kalibrasyon, lazer kesimde hassasiyetin temel taşıdır. Bu işlem, temel olarak lazer ışınının nozul deliğinden geçerken hassas bir şekilde hizalandığının doğrulanmasını ve mükemmel bir şekilde ortalandığından emin olunmasını içerir. Merkezden uzak bir ışın, düzensiz kesim kenarlarına, artan cürufa ve tutarsız çentik genişliğine neden olabilir. Lazer ışınının odak konumu - en küçük çaplı noktası - malzeme yüzeyine göre de doğru şekilde ayarlanmalı ve korunmalıdır. MZBNL'ninkiler de dahil olmak üzere çoğu modern lazer kesim makinesi, odak noktasını dinamik olarak ayarlayan otomatik odaklama özelliklerine sahiptir, ancak bu sistemin uzun vadeli doğruluğunu sağlamak için periyodik kalibrasyon kontrolleri hala gereklidir. Kesme nozülünün durumu ve seçimi de kritik faktörlerdir; aşınmış, hasarlı veya yanlış boyutlandırılmış bir nozül düzensiz gaz akışına, düşük kesim kalitesine, aşırı yardımcı gaz tüketimine ve koruyucu lense zarar veren geri sıçrama riskinin artmasına neden olabilir. BNL makinelerimiz, bu kritik görevleri basitleştirmek için kendi kendine kalibrasyon rutinlerini ve nozül merkezleme yardımcılarını entegre eder, ancak operatörün dikkati ve prosedürlere bağlılığı temelde önemli olmaya devam etmektedir. Ahmed Al-Farsi, BAE'deki BNL makinemizdeki ilk eğitimi sırasında, bu otomatik kontrollerin ve basitleştirilmiş kalibrasyon prosedürlerinin kurulum süresini nasıl önemli ölçüde azalttığını ve eski, daha manuel ekipmanına kıyasla tutarlılığı nasıl artırdığını çabucak takdir etti.
Herhangi bir kesme işine başlamadan önce yardımcı gaz besleme sistemi iyice doğrulanmalıdır. Bu, doğru yardımcı gaz türünün seçildiğinden (örneğin, çoğu karbon çeliği uygulaması için oksijen, paslanmaz çelik veya alüminyum için yüksek basınçlı nitrojen) ve işlenen malzeme ve kalınlık için doğru basınç ve akış hızında yeterli bir tedarik olduğundan emin olmayı içerir. Dalgalanmalar veya yetersiz gaz basıncı kesim kalitesini doğrudan ve olumsuz yönde etkileyerek ağır cüruf yapışması, kesim kenarında kömürleşme veya yeniden işleme gerektiren eksik kesimler gibi sorunlara yol açabilir. Gaz iletim hatlarında, regülatörlerde ve bağlantı parçalarında sızıntı kontrolleri yapmak da pahalı gazların israfını önlemek ve kesme kafasında tutarlı, güvenilir basınç sağlamak için iyi bir uygulamadır. "The Fabricator" veya "Welding Journal" gibi teknik yayınlarda sıklıkla vurgulanan sektördeki en iyi uygulamalar, tekrarlanabilir, yüksek kaliteli lazer kesim için hayati önem taşıyan yardımcı gazın saflığını ve tutarlılığını sağlamak için yüksek kaliteli regülatörler ve filtrelerle donatılmış özel, bakımlı gaz dağıtım sistemlerinin önemini sürekli olarak vurgulamaktadır.
Programlama ve Malzeme Kurulumu
Lazer kesicinin her hareketini ve eylemini belirleyen kesim programı, fiziksel parça için dijital plandır. Bu program tipik olarak bir CAD (Bilgisayar Destekli Tasarım) dosyasından oluşturulur ve daha sonra CAM (Bilgisayar Destekli Üretim) yazılımı tarafından işlenerek makineye özgü G kodu5. Alternatif olarak, birçok standart boru tipi ve yaygın delik modelleri (yuvarlak, kare veya dikdörtgen deliklerin yanı sıra yuvalar gibi) için operatörler MZBNL'nin No-CAD arayüzü gibi yenilikçi sistemleri kullanabilirler. Bu, daha basit işler için daha karmaşık çevrimdışı CAD/CAM iş akışını atlayarak, makinenin kontrolöründeki sezgisel bir arayüz aracılığıyla boru boyutları, delik boyutları ve hassas konumlar gibi parametrelerin doğrudan girilmesine olanak tanır. Giriş yöntemi ne olursa olsun, yüklenen programın amaçlanan parça geometrisi, malzeme türü ve kalınlığıyla mükemmel şekilde eşleştiğinden emin olmak için titizlikle iki kez kontrol edilmesi kesinlikle çok önemlidir. Bu doğrulama, kesme yollarının, delme noktalarının, giriş ve çıkış stratejilerinin ve eğimler veya kaynak dikişinden kaçınma gibi özellikler için özel talimatların gözden geçirilmesini içermelidir. Örneğin yanlış yerleştirilmiş bir delme noktası, parçanın kritik bir özelliğine zarar verebilir veya estetik açıdan kabul edilemez bir işarete neden olabilir.
Boru stoğunun güvenli bir şekilde yüklenmesi ve doğru bir şekilde kelepçelenmesi, kesim hassasiyeti ve güvenliğini sağlamak için hayati bir adımdır. Dinamik kesme işlemi sırasında sarkma veya titreşimi önlemek için boru, özellikle daha uzun veya ağır borular için uzunluğu boyunca uygun şekilde desteklenmelidir. Makinenin aynaları ve kelepçeleri borunun özel profiline (yuvarlak, kare, dikdörtgen vb.) ve boyutuna uygun olmalı, özellikle ince duvarlı borular için şeklini bozmadan sağlam bir şekilde tutmak için yeterli kuvvet uygulamalıdır. Yanlış bağlama, boyutsal yanlışlıklara, düşük kesim kalitesine ve hatta kesim sırasında borunun kaymasına neden olarak potansiyel olarak bir makine kazasına veya hasarlı parçalara yol açabilir. BNL makinelerimiz, çeşitli boru boyutlarına ve profillerine otomatik olarak uyum sağlayan, bu kritik kurulum adımını önemli ölçüde basitleştiren ve genel operasyonel verimliliği artıran gelişmiş otomatik ön besleme mekanizmalarına ve akıllı kelepçeleme sistemlerine sahiptir; Ahmed, farklı boru özellikleri içeren çeşitli üretim çalışmaları için özellikle yararlı bulduğu bir özelliktir.
Makinenin kontrol sistemine tür (örneğin yumuşak çelik, paslanmaz çelik 304, alüminyum 6061) ve hassas kalınlık gibi malzeme parametrelerinin doğru şekilde girilmesi veya onaylanması, kurulumun tartışmasız bir başka parçasıdır. Bu bilgiler, makinenin tipik olarak lazer gücü, kesme hızı, yardımcı gaz türü ve basıncı ile odak konumunu içeren uygun kesme parametreleri kitaplığını seçmesini veya önermesini sağlar. Yanlış malzeme parametrelerinin kullanılması doğrudan kötü kesim kalitesine (örn. aşırı cüruf, pürüzlü kenarlar, kömürleşme), nozullar ve lensler gibi sarf malzemelerinin daha fazla aşınmasına, verimsiz işlemeye ve hatta en kötü senaryolarda makinenin kendisinin zarar görmesine neden olabilir. Birçok gelişmiş lazer kesim sistemi, yaygın malzemeler ve kalınlıklar için önceden optimize edilmiş parametrelerden oluşan kapsamlı kütüphaneler depolasa da operatörler bu ayarları her zaman belirli iş gereksinimlerine ve malzeme grubu özelliklerine göre doğrulamalı ve mümkün olan en iyi kesimi elde etmek için gerektiğinde ince ayarlar yapmalıdır.
Temel Güvenlik Protokolleri ve KKD
Lazer kesme makineleri, özellikle de modern tüp kesme uygulamalarında yaygın olarak kullanılan yüksek güçlü fiber lazerler, doğrudan veya dağınık olarak maruz kalındığında ciddi cilt yanıklarının yanı sıra ciddi ve onarılamaz göz hasarına neden olabilecek yoğun, görünmez (fiber lazerler için) veya görünür (bazı CO2 lazerler için) radyasyon yayar. Bu nedenle, lazer etkinleştirilmeden önce makinenin koruyucu muhafazası tamamen sağlam olmalı, tüm erişim kapıları güvenli bir şekilde kapatılmalı ve güvenlik kilitleri tamamen çalışır durumda olmalıdır. Güvenlik kilitlerinin herhangi bir nedenle asla atlanmaması veya devre dışı bırakılmaması kritik önem taşır. Çalışan bir lazer kesicinin hemen yakınında bulunan tüm operatörler ve diğer personel uygun lazer güvenlik gözlükleri veya gözlükleri takmalıdır. Bunlar kullanılan lazerin dalga boyu ve gücü için özel olarak derecelendirilmiş olmalıdır; standart atölye güvenlik gözlükleri lazer radyasyonuna karşı hiçbir koruma sağlamaz ve yanlış bir güvenlik hissi verir.
Lazer kesim işlemi sırasında ortaya çıkan duman, duman ve partikül maddelerin giderilmesi için uygun ve etkili havalandırma kesinlikle çok önemlidir. Havayla taşınan bu yan ürünler solunduğunda tehlikeli olabilir ve bileşimleri kesilen malzemeye göre değişir (örn. metal oksitler, kaplamalardan kaynaklanan uçucu organik bileşikler). Genellikle çok aşamalı filtreleme içeren entegre veya bağımsız duman emme sistemleri, optimum verimlilikte çalıştıklarından ve yeterli hava akışı sağladıklarından emin olmak için düzenli olarak incelenmeli, temizlenmeli ve bakımları yapılmalıdır. İşlenen özel malzemeye bağlı olarak (örneğin, plastikler, belirli kaplamalı metaller veya tehlikeli elementler içeren alaşımlar), iş sağlığı ve güvenliği yönetmeliklerine uymak için uygun filtrelere sahip solunum maskeleri gibi ek solunum koruması gerekli olabilir. Amerika Birleşik Devletleri'ndeki OSHA (Mesleki Güvenlik ve Sağlık İdaresi) veya Birleşik Krallık'taki HSE (Sağlık ve Güvenlik İdaresi) gibi dünya çapındaki düzenleyici kurumlar, hava kalitesi, duman çıkarma gereksinimleri ve izin verilen maruz kalma sınırları6 endüstriyel atölyelerde.
Lazere özgü tehlikelerin ötesinde, genel atölye güvenliği uygulamalarına da titizlikle uyulmalıdır. Bu, lazer kesim makinesinin etrafındaki alanı temiz, iyi aydınlatılmış ve dağınıklık veya takılma tehlikelerinden uzak tutmayı içerir. Uygun yangın söndürücülerin (genel yanıcı maddeler ve elektrik yangınları için tipik olarak ABC sınıfı; reaktif metaller için D sınıfı, ancak standart boru kesiminde daha az yaygındır) kolayca erişilebilir olduğundan, denetlendiğinden ve personelin bunların kullanımı konusunda eğitildiğinden emin olun. Tüm operatörler makinenin acil durdurma prosedürlerini ve E-durdurma düğmelerinin yerini iyice bilmelidir. Kapsamlı eğitim çok önemlidir; yalnızca tam eğitimli, kalifiye ve yetkili personelin lazer kesim ekipmanını çalıştırmasına, bakımını yapmasına veya programlamasına izin verilmelidir. MZBNL'de, güvenli çalışma prosedürlerine ve rutin güvenlik kontrollerine büyük önem veren kapsamlı operatör eğitimini, makine kurulum ve devreye alma sürecimizin standart ve vazgeçilmez bir parçası olarak görüyoruz. Örneğin Ahmed'in BAE'deki ekibi, yeni BNL makinelerinin güvenli çalışmasına ve günlük güvenlik ve operasyon öncesi kontrollerin kritik önemine odaklanan bir tam günlük yoğun bir yerinde eğitim aldı.
| Hazırlık Alanı | Temel Kontroller / Eylemler | Kaçınılması Gereken Yaygın Tuzaklar | Güvenlik Uygulamaları |
|---|---|---|---|
| Ekipman Optikleri | Koruyucu lensi ve nozulu inceleyin, Işın merkezlemesini onaylayın, Odaklama lensinin durumunu kontrol edin | Kirli/hasarlı lens, Yanlış hizalanmış ışın, Yanlış nozul tipi/boyutu | Düşük kesim kalitesi, Optik hasar, Potansiyel yangın riski |
| Yardımcı Gaz Sistemi | Doğru gaz türünü doğrulayın, Yeterli basınç ve akış sağlayın, Sızıntı olup olmadığını kontrol edin | Yanlış gaz, Düşük basınç, Hortumlarda/ bağlantı parçalarında sızıntılar | Kötü kesimler, Gaz israfı, Tutarsız performans |
| Yazılım/Program | Doğru kesim programını yükleyin, parametrelerin malzeme ve iş özellikleriyle eşleştiğini doğrulayın | Yanlış parça programı seçildi, Yanlış malzeme kalınlığı girişi | Boşa giden malzeme, Hasarlı parça, Olası makine kazası |
| Malzeme Taşıma | Tüp güvenli bir şekilde kelepçelenir ve desteklenir, Profile uygun aynalar, Hizalamayı onaylayın | Gevşek boru, Aşırı sıkıştırma nedeniyle deforme olmuş boru, Yanlış hizalama | Hatalı kesimler, Titreşim, Potansiyel makine sıkışması |
| Operatör Güvenliği | Sertifikalı lazer KKD (gözlük) kullanın, Muhafaza bütünlüğünü ve kilitlerini doğrulayın, Duman tahliyesini sağlayın | KKD yok/uygun değil, Atlanan kilitler, Yetersiz havalandırma | Ciddi göz/cilt yaralanması, Solunum yolu hastalığı |
Lens temizliği ışının bozulmasını önlerDoğru
Optik bileşenlerin düzenli olarak temizlenmesi lazer ışını kalitesini korur ve odaklama merceğinin maliyetli hasar görmesini önler.
Standart güvenlik gözlükleri lazerlere karşı koruma sağlarYanlış
Normal atölye güvenlik gözlükleri lazer radyasyonuna karşı koruma sağlamaz; dalga boyuna özel lazer güvenlik gözlükleri gereklidir.
Lazer tüp kesim işlemindeki ana adımlar nelerdir?
Lazer tüp kesme dünyasında yeni misiniz ve belki de ham bir tüpü tam olarak bitmiş bir parçaya dönüştürmekle ilgili işlemler dizisi karşısında biraz bunalmış hissediyorsunuz? Lazer tüp kesim sürecindeki temel adımların yanlış anlaşılması veya yanlış uygulanması ne yazık ki hatalara, operasyonel verimsizliklere ve ciddi hayal kırıklıklarına yol açabilir ve sonuçta teknolojinin muazzam gücünden ve potansiyelinden tam olarak yararlanmanızı engelleyebilir. İyi haber şu ki, lazer tüp kesim prosesi anlaşıldığında, ilk tasarım girdisinden nihai, doğru kesilmiş bileşene kadar açık, mantıklı ve büyük ölçüde otomatik bir sıra izleyerek yüksek düzeyde hassasiyet ve tekrarlanabilirlik sağlar.
Lazer tüp kesimindeki ana adımlar şunlardır: 1. Tasarım oluşturma veya içe aktarma (CAD yazılımı veya bir No-CAD parametrik sistemi kullanarak). 2. Program yükleme ve parametre girişini içeren makine kurulumu. 3. Boru yükleme, güvenli bağlama ve hassas hizalama. 4. Delme ve konturlamayı kapsayan otomatik lazer kesim uygulaması. 5. Son olarak, parça boşaltma ve ardından kalite ve doğruluk denetimi.
Tüm gerekli hazırlıklar titizlikle tamamlandıktan ve güvenlik kontrolleri onaylandıktan sonra, şimdi konunun özüne geliyoruz: gerçek lazer tüp kesme işleminin kendisi. Bu, dijital tasarımınızın elle tutulur, hassas bir şekilde üretilmiş bir bileşene dönüştürüldüğü dinamik aşamadır. İstenilen sonuca ulaşmak için mükemmel bir uyum içinde çalışan sofistike yazılım, sağlam mekanik ve yüksek hassasiyetli optiklerin büyüleyici ve zarif bir etkileşimidir. Çeşitli MZBNL makinelerinde 25 yıllık kariyerim boyunca kelimenin tam anlamıyla binlerce kesim döngüsüne şahsen tanık olduğum için, her adım doğru anlaşıldığında ve uygulandığında bu sürecin son derece sorunsuz ve verimli akışını güvenle kanıtlayabilirim. Mimari ve otomotiv parçaları için operasyonel verimliliğe ve tutarlı çıktılara büyük önem veren Ahmed Al-Farsi gibi müşteriler için bu iş akışının net bir şekilde anlaşılması, hammadde alımından bitmiş ürün sevkiyatına kadar tüm üretim hatlarını optimize etmelerine yardımcı oldu. İster karmaşık bir 3D model ister basit parametreler olsun, ilk tasarım girdisinden makineden çıkan son parçaya kadar her aşama kritik ve birbirine bağlı bir rol oynuyor. Sürecin gizemini çözmek ve kapsamlı bir anlayışla sizi güçlendirmek için bu temel adımları ayrıntılı olarak inceleyelim.

Adım 1: Tasarım Girdisi ve Program Oluşturma
Her lazer kesim borunun yolculuğu dijital bir tasarımla başlar. Geleneksel olarak bu, bir mühendisin veya tasarımcının, gerekli tüm kesimler, delikler, eğimler, kopçalar ve diğer özelliklerle birlikte tüpün ayrıntılı bir 3D modelini oluşturmasını içerir. CAD (Bilgisayar Destekli Tasarım) yazılımı7 SolidWorks, AutoCAD veya Inventor gibi. Bu CAD modeli daha sonra tipik olarak CAM (Bilgisayar Destekli Üretim) yazılımına aktarılır. CAM yazılımı geometriyi işler, programcının kesme stratejilerini (girişler, çıkışlar ve kesme sırası gibi) tanımlamasına olanak tanır ve sonuçta G kodu veya makineye özgü sayısal kontrol (NC) programını oluşturur. Bu program, lazer kesicinin hareketlerini ve işlemlerini yönlendirecek tüm talimatları içerir. Bu CAD/CAM iş akışı karmaşık parçalar için inanılmaz derecede güçlü ve çok yönlü olsa da, genellikle yetenekli ve deneyimli CAD operatörleri gerektirir ve özellikle standart geometrik özellikler veya tekrarlayan üretim görevleri için zaman alıcı bir darboğaz olabilir.
İşte tam da bu noktada MZBNL'nin tescilli No-CAD işletim sistemi gibi yenilikçi çözümler birçok yaygın uygulama için önemli bir avantaj sunmaktadır. Çok çeşitli standart boru tipleri (yuvarlak, kare, dikdörtgen) ve sık kullanılan delik modelleri veya uç kesimleri (örn. dairesel delikler, dikdörtgen yuvalar, basit gönyeler) için operatörler geleneksel, genellikle karmaşık CAD/CAM iş akışını tamamen atlayabilirler. Bunun yerine, boru boyutları (çap, et kalınlığı), delik boyutları, belirli konumlar ve istenen açılar gibi temel parametreleri doğrudan makinenin kontrol ünitesindeki sezgisel, kullanıcı dostu bir grafik arayüze girebilirler. BNL sistemi daha sonra gerekli kesme yolunu ve makine talimatlarını gerçek zamanlı olarak otomatik olarak oluşturur. Bu çığır açan yaklaşım, makinenin çalışması için gereken beceri eşiğini önemli ölçüde düşürmekle kalmıyor, aynı zamanda birçok iş için kurulum süresini önemli ölçüde hızlandırarak makineyi daha erişilebilir ve üretken hale getiriyor. BAE'deki müşterimiz Ahmed Al-Farsi, yetenekli CAD operatörleri bulma ve elde tutma konusundaki sürekli zorluğun üstesinden gelmek ve teknolojimizin dünya çapındaki işletmeler için doğrudan ele aldığı ortak bir sorun noktası olan yüksek personel değişimiyle ilişkili önemli yeniden eğitim yüklerini azaltmak için özellikle bir No-CAD sistemi aradı.
Kesim programının tam bir CAD/CAM paketi veya parametrik bir No-CAD sistemi aracılığıyla oluşturulup oluşturulmadığına bakılmaksızın, ortaya çıkan program lazer kafasının ve borunun kendisinin her hareketini titizlikle tanımlayacaktır. Bu, delme stratejileri (lazerin malzemeye ilk olarak nasıl nüfuz ettiği), farklı bölümler veya özellikler için kesme hızları, lazer güç seviyeleri, odak ayarlamaları ve yardımcı gaz tipi ve basıncı8 kullanılacak. Bu ilk programlama aşamasında mutlak doğruluk çok önemlidir, çünkü buradaki herhangi bir hata, yanlış hesaplama veya gözden kaçan ayrıntılar doğrudan ve aslına uygun olarak fiziksel parçaya aktarılacak ve potansiyel olarak hurdaya veya yeniden çalışmaya yol açacaktır. Birçok modern CAM yazılım paketi ve hatta bazı gelişmiş makine kontrolörleri, sofistike simülasyon özellikleri içerir. Bunlar, operatörün tüm kesme yolunu görsel olarak doğrulamasına, kesme kafası ile boru veya fikstürler arasındaki olası çarpışmaları kontrol etmesine ve tek bir malzeme parçası gerçekten işlenmeden önce döngü sürelerini tahmin etmesine olanak tanıyarak hata düzeltme ve optimizasyon için değerli bir fırsat sağlar.
Adım 2: Makine Kurulumu ve Tüp Yükleme
Bu adım, dijital programlama alanından lazer kesim makinesinin fiziksel kurulumuna geçişi sağlar. Önceden oluşturulmuş ve doğrulanmış kesim programının makineye yüklenmesini içerir. CNC (Bilgisayarlı Nümerik Kontrol) kontrolörü9. Operatör daha sonra, kullanılan belirli malzeme partisine (partiler arasında küçük farklılıklar olabileceğinden), makinenin sarf malzemelerinin durumuna veya belirli iş gereksinimlerine göre kesme parametrelerini onaylayacak veya gerekirse ayarlayacaktır. Bu, lazerin odak yüksekliğinin ince ayarını, malzeme ve kalınlık için en uygun nozül çapını ve tipini seçmeyi ve yardımcı gaz basıncını hassas bir şekilde ayarlamayı içerebilir. Hazırlık aşamasında ayrıntılı olarak tartışıldığı gibi, doğru optik sarf malzemelerinin (koruyucu lens penceresi ve odaklama lensinin kendisi gibi) takılı, temiz ve mükemmel durumda olmasını sağlamak, tutarlı, yüksek kaliteli kesimler elde etmek ve lazer sisteminin daha pahalı bileşenlerini korumak için kesinlikle hayati önem taşır.
Tam boy boru veya önceden kesilmiş kesitler olabilen ham boru stoğu daha sonra makinenin besleme ve destek sistemine yüklenir. Geleneksel lazer tüp kesme makineleri genellikle manuel yandan yükleme veya arkadan yükleme yöntemlerine dayanır, bu da operatörler için fiziksel olarak zorlayıcı, potansiyel olarak zaman alıcı ve özellikle uzun, ağır veya büyük çaplı tüplerle uğraşırken daha az verimli olabilir. Bu, MZBNL'nin otomatik önden besleme mekanizması ile yenilik yaptığı bir başka alandır. Bu sistem, makinenin ön tarafına yerleştirilmiş bir demet veya magazinden tek tek boruları otomatik olarak çekerek kesme alanına beslemesini sağlar. Bu tasarım sadece besleme verimliliğini yaklaşık 40% oranında önemli ölçüde artırmakla kalmaz, aynı zamanda operatörün fiziksel zorlanmasını ve elleçlemeye bağlı yaralanma riskini de önemli ölçüde azaltır. Boru, çalışma bölgesine beslendikten sonra makinenin aynaları tarafından güvenli bir şekilde kavranır - tipik olarak boruyu döndüren ve besleyen bir ön ayna ve özellikle uzun borular için veya kuyruk atığını en aza indirirken ek destek ve hassasiyet için genellikle bir arka ayna. Yüksek hızlı, yüksek hassasiyetli kesme işlemi sırasında herhangi bir hareket, kayma veya titreşimi önlemek için borunun aynalar içinde doğru şekilde hizalanması ve güvenli, distorsiyonsuz kelepçeleme çok önemlidir.
BNL modelleri de dahil olmak üzere birçok gelişmiş lazer tüp kesme makinesi, tüpün merkez hattını lazer kafasına göre hassas bir şekilde konumlandırmak için sensörler kullanan ve simetrik kesimler sağlayan otomatik tüp merkezleme gibi sofistike özelliklerle donatılmıştır. Bazı sistemlerde kaynak dikişi algılama özelliği de bulunmaktadır. Uzunlamasına kaynak dikişinin (ERW borularda yaygındır) varlığı ve konumu önemli olabilir, çünkü doğrudan bu dikişin içinden veya çok yakınından kesim yapmak bazen malzeme tutarsızlıkları veya sertlik değişimleri nedeniyle kesim kalitesini etkileyebilir. Ayrıca, önemli ölçüde yükseltilmiş bir iç veya dış kaynak dikişi, kesme kafasına veya iç destek mekanizmalarına müdahale edebilir. Kaynak dikişi algılama sistemleri, dikişin açısal konumunu belirleyerek makinenin boruyu otomatik olarak yönlendirmesini sağlayabilir, böylece kritik kesimler, özellikler veya estetik açıdan önemli yüzeyler dikişten kaçınır veya kesme parametreleri dikişten geçerken ayarlanabilir. Bu otomasyon seviyesi hassasiyeti daha da artırır ve manuel müdahale ihtiyacını azaltarak genel verimliliğe katkıda bulunur.
Adım 3: Lazer Kesim Uygulaması ve Boşaltma
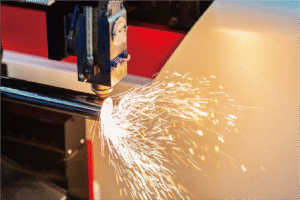
Boru güvenli bir şekilde yüklendikten, hassas bir şekilde hizalandıktan ve operatör tarafından doğru kesim programı başlatıldıktan sonra otomatik lazer kesim işlemi başlar. Neredeyse tüm kapalı kesimler veya dahili özellikler için ilk eylem tipik olarak delme işlemidir; burada sabit veya yavaş hareket eden lazer ışını boru duvarında bir ilk penetrasyon deliği oluşturur. Malzeme türüne, kalınlığına ve delme noktasının istenen kalitesine bağlı olarak farklı delme stratejileri kullanılır. Örneğin, "darbeli delme", ısı girdisini ve sıçramayı en aza indirmek için kalın malzemeler için bir dizi kısa, yüksek güçlü lazer darbesi kullanırken, "rampalı delme", erimiş malzemenin temizlenmesine yardımcı olmak için lazer kafasını deldikçe hafifçe hareket ettirmeyi içerir. Yardımcı gaz, delme sırasında çok önemli bir rol oynar ve sonraki konturlama kesimi için temiz bir başlangıç sağlamak üzere erimiş malzemeyi ve döküntüleri delme noktasından zorla dışarı atar.
Başarılı bir delme işleminin ardından, lazer kafası ve/veya tüpün kendisi (makinenin kinematiğine bağlı olarak - bazı makineler tüp dönerken ve eksenel olarak hareket ederken kafayı X, Y, Z'de hareket ettirir; diğerleri eğilip dönebilen çok eksenli kafalara sahiptir) programlanan konturları kesmek için hassas bir şekilde koordine edilmiş bir şekilde hareket eder. Son derece odaklanmış lazer ışını, programlanan yol boyunca malzemeyi eritir ve buharlaştırır ve eş eksenli yardımcı gaz jeti, erimiş malzemeyi (elet) ve buharlaşmış döküntüleri sürekli olarak çentikten (lazer tarafından oluşturulan dar yuva veya oluk) dışarı atar. Makinenin CNC kontrolörü, istenen geometrik doğruluğu, kenar kalitesini ve yüzey kalitesini elde etmek için tüm kesme işlemi boyunca kesme hızını, lazer güç çıkışını, yardımcı gaz akışını ve odak konumunu titizlikle yönetir. Eğimli kenarlar, gönyeli bağlantılar veya borudan boruya kesişmeler için karmaşık kopçalar gibi karmaşık 3D kesimler için, gelişmiş çok eksenli lazer kesim kafaları, borunun kavisli veya değişen yüzeyine göre doğru açıyı ve odak noktasını korumak için eklemlenebilir (eğilebilir ve dönebilir) ve tek bir kurulumda oldukça karmaşık geometrilerin oluşturulmasını sağlar.
Bir parça ana borudan tamamen kesildikten sonra makineden boşaltılması gerekir. Bu boşaltma işlemi, operatörün bitmiş parçayı çıkardığı manuel bir işlem olabileceği gibi kısmen veya tamamen otomatik de olabilir. Bazı gelişmiş lazer tüp kesme makinelerinde, bitmiş parçayı otomatik olarak belirlenmiş bir toplama kutusuna, sonraki işlemler için bir konveyör bandına veya hatta bir robotik taşıma sistemine aktarabilen entegre boşaltma sistemleri bulunur. Bu alanda MZBNL'nin öncülük ettiği önemli bir yenilik de sıfır atık kuyruk malzemesi tasarımımızdır. Geleneksel lazer tüp kesme sistemleri genellikle işlemeye tüp kafasından başlar ve ayna kavrama sınırlamaları nedeniyle tipik olarak tüpün en sonunda kullanılamaz bir kalıntı veya kuyruk malzemesi oluşturur. BNL sistemimiz, kesme mantığını başlangıç noktası olarak arka aynadan hesaplayacak şekilde yeniden tasarlayarak, borunun kalan bölümü kesilen ürünün uzunluğundan daha küçük olduğu sürece bu artık kuyruk malzemesini etkili bir şekilde en aza indirebilir veya çoğu durumda tamamen ortadan kaldırabilir. Bu, malzeme kullanımını önemli ölçüde en üst düzeye çıkarır ve özellikle pahalı malzemeler işlenirken müşterilerimiz için önemli maliyet tasarrufları sağlayabilir. Son operasyonel adım, genellikle işlem sonrası olarak kabul edilse de, kesilen parçanın boyutsal doğruluk, spesifikasyonlara uygunluk ve genel kesim kalitesi açısından kapsamlı bir şekilde incelenmesi ve sonraki üretim aşamalarına, montaja veya sevkiyata geçmeden önce gerekli tüm standartları karşılamasının sağlanmasıdır.
| Süreç Adımı | Önemli Eylemler | İlgili Teknoloji | Tipik Çıktı/Gelir |
|---|---|---|---|
| 1. Tasarım ve Program | CAD modeli oluşturun/İçe aktarın, CAM aracılığıyla G kodu oluşturun veya CAD olmayan parametrik girdi kullanın | CAD/CAM Yazılımı, Makine CNC Kontrolörü, No-CAD Sistemi | Makine tarafından okunabilir kesim talimatları, Dijital parça tanımı |
| 2. Kurulum ve Yükleme | Programı yükle, Parametreleri ayarla/doğrula, Boru stoğunu yükle, Güvenli kelepçeleme, Boruyu hizala | CNC Kontrol Cihazı, Otomatik/Manuel Besleme Sistemi, Aynalar, Sensörler | Makine çalışmaya hazır, Tüp doğru şekilde yerleştirilmiş |
| 3. Piercing | Lazer ilk penetrasyon deliğini oluşturur, Assist gazı erimiş malzemeyi temizler | Lazer Kaynağı, Kesme Kafası Optikleri, Yardımcı Gaz Sistemi | Kesme yolu için temiz giriş noktası oluşturuldu |
| 4. Konturlama ve Kesme | Lazer kafası/tüpü programlanan şekilleri kesmek için hareket eder, Yardımcı gaz elet fırlatır | Hareket Sistemi (Eksenler), Lazer Kaynağı, CNC, Gaz Sistemi | İstenilen geometri doğru bir şekilde tüpe kesilir |
| 5. Boşaltma ve Denetim. | Bitmiş parçanın çıkarılması (manuel/otomatik), Tasarım özelliklerine göre kalite kontrolü | Boşaltma Sistemi (varsa), Muayene Araçları | Bitmiş parça üretildi, Kalite ve doğruluk doğrulandı |
No-CAD sistemleri kurulum süresini kısaltırDoğru
No-CAD sistemleri, karmaşık CAD/CAM iş akışlarını atlayarak doğrudan parametre girişine izin verir ve bu da iş kurulumunu önemli ölçüde hızlandırır.
Lazer kesim manuel boru hizalaması gerektirirYanlış
Modern makineler otomatik boru merkezleme ve kaynak dikişi algılama özelliklerine sahiptir ve manuel hizalama ihtiyaçlarını en aza indirir.
Lazer kesim sırasında hassasiyeti ve hızı nasıl optimize edebilirsiniz?
Kesme hızı ile projelerinizin ve müşterilerinizin talep ettiği yüksek hassasiyet seviyeleri arasındaki mükemmel, hassas dengeyi sağlamak için sürekli mücadele mi ediyorsunuz? Daha yüksek hız uğruna hassasiyetten ödün vermek genellikle daha yüksek oranda ıskarta parça ve maliyetli malzeme israfına yol açarken, aşırı temkinli ve çok yavaş olmak genel üretkenliği ve dolayısıyla kâr marjlarınızı doğrudan etkiler. İşin anahtarı bütünsel bir yaklaşımda yatmaktadır: lazer tüp kesme operasyonlarınızı optimize etmek için kritik parametrelerin dikkatli bir şekilde ince ayarının yapılması, gelişmiş makine özelliklerinden etkin bir şekilde yararlanılması ve hem hız hem de hassasiyet açısından sürekli olarak üstün sonuçlar elde etmek için akıllı operasyonel stratejilerin benimsenmesi gerekir.
Lazer tüp kesiminde hassasiyeti ve hızı optimize etmek için lazer gücünü, kesim hızını, yardımcı gaz türünü ve basıncını ve odak noktası konumunu titizlikle seçin ve ayarlayın. Ayrıca, dinamik köşe kontrolü ve uçarak kesme gibi gelişmiş makine özelliklerini kullanın ve kritik olarak, tutarlı makine kalibrasyonu ve önleyici bakım programlarının sıkı bir şekilde takip edildiğinden emin olun.
Lazer boru kesme işlemlerinde aynı anda hem olağanüstü yüksek hassasiyet hem de optimum kesme hızı elde etmek, dünya çapındaki imalatçılar için genellikle kutsal kase olarak kabul edilir. Bu sadece bir tüpte kesim yapmakla ilgili değildir; her gün hızlı, verimli ve tutarlı bir şekilde mükemmel, kusursuz kesimler yapmakla ilgilidir. MZBNL olarak, Ahmed Al-Farsi gibi müşterilerimiz için bunun temel bir endişe kaynağı ve kilit bir performans göstergesi olduğunu bildiğimiz için, bu önemli dengeyi özellikle geliştiren özellikler tasarlamak ve entegre etmek için önemli araştırma ve geliştirme çabaları harcadık. Ahmed'in mimari metal işleri ve otomotiv parçaları tedarik işi için müşterilerinin beklediği katı kalite standartlarından asla ödün vermeden sıkı üretim teslim tarihlerini karşılaması gerekiyor. Basitçe makinenin hız kadranını yükseltmek nadiren çözümdür ve genellikle ters etki yapar; gerçek optimizasyon, çeşitli etkileşim parametrelerinin, lazer kesim makinenizin özel yeteneklerinin ve işlenen malzemenin özelliklerinin incelikli bir şekilde anlaşılmasını gerektirir. Kesim performansınızı bir üst seviyeye çıkarmak için kullanabileceğiniz temel stratejileri ve teknikleri inceleyelim.

Karot Kesme Parametrelerinde İnce Ayar
Her deneyimli operatörün yakından tanıdığı lazer kesim parametrelerinin \"altın üçgeni\" lazer gücü (genellikle watt veya kilowatt cinsinden ölçülür), kesme hızı (genellikle mm/saniye veya inç/dakika cinsinden) ve yardımcı gaz ayarlarından (tip, basınç ve akış hızı) oluşur. Bu üç unsur birbiriyle bağlantılıdır ve optimum sonuçlar için dengelenmelidir. Genel olarak, artan lazer gücü daha yüksek kesme hızları sağlar, ancak bu ilişki doğrusal değildir ve herhangi bir malzeme ve kalınlık için yalnızca belirli bir noktaya kadar geçerlidir. Belirli bir uygulama için optimum gücün aşılması, daha geniş bir kerf (kesim genişliği), malzemeye aşırı ısı girişi gibi zararlı etkilere yol açabilir ve bu da daha büyük ısıdan etkilenen bölge (HAZ)10ve bazı malzemelerde yanma, artan cüruf yapışması ve hatta kömürleşme olarak ortaya çıkabilen düşük kenar kalitesi.
Kesme hızı, malzeme türüne (örn. yumuşak çelik, paslanmaz çelik, alüminyum), kalınlığına ve kesilen parçanın geometrik karmaşıklığına göre dikkatlice eşleştirilmelidir. Mevcut güç veya malzeme özellikleri için çok hızlı kesmeye çalışmak, eksik kesimlere (lazerin malzemeye tam olarak nüfuz etmediği), pürüzlü veya düzensiz kenarlara veya kesim yüzeyinde aşırı çizgilere neden olabilir. Tersine, çok yavaş kesim malzemenin aşırı ısınmasına neden olabilir, bu da daha geniş bir HAZ, termal bozulma (özellikle ince malzemelerde veya karmaşık parçalarda) ve kesimin alt tarafında aşırı, çıkarılması zor cüruflara yol açabilir. Karmaşık desenler, keskin köşeler veya çok küçük özellikler için, hareket sisteminin yolu doğru bir şekilde izlemesine ve hassasiyeti korumasına izin vermek için kesme hızının genellikle bu belirli alanlarda önemli ölçüde azaltılması gerekir. Gelişmiş lazer kesicilerdeki modern CNC kontrolörleri genellikle \"köşe yavaşlatma\", \"güç artırma\" veya \"dinamik köşe kontrolü\" gibi, köşelere veya ayrıntılı bölümlere yaklaşırken ve buralarda gezinirken hızı ve bazen gücü otomatik olarak ayarlayan ve tüm süreci gereksiz yere yavaşlatmadan doğruluğu sağlayan sofistike özelliklere sahiptir.
Yardımcı gaz seçimi, dağıtım basıncı ve kesme nozulunun tasarımı hem hız hem de kalite için kesinlikle kritiktir. Örneğin, yardımcı gaz olarak oksijenle yumuşak çelik keserken basıncın hassas bir şekilde optimize edilmesi gerekir. Çok düşük bir basınç erimiş malzemeyi etkili bir şekilde temizleyemeyebilir veya ekzotermik reaksiyonu destekleyemeyebilirken, çok yüksek bir basınç kesme bölgesini aşırı soğutabilir, kararlı yanma sürecini bozabilir veya erimiş malzemeyi nozüle ve koruyucu merceğe geri üfleyebilir. Oksidasyonu önlemek ve temiz, parlak bir kenar elde etmek için tipik olarak yüksek basınçlı nitrojenle kesilen paslanmaz çelik veya alüminyum için basınç ve akış hızı, erimiş malzemeyi çentikten hızlı ve verimli bir şekilde çıkarmak için yeterli olmalıdır. Yanlış bir nozul uzaklığı (nozul ucu ile malzeme yüzeyi arasındaki boşluk) veya aşınmış, hasarlı veya yanlış boyutlandırılmış bir nozul, koaksiyel gaz akışını ciddi şekilde bozarak düşük kesim kalitesine, düşük kesme hızına ve artan gaz tüketimine yol açabilir. Nozulların düzenli olarak incelenmesi ve zamanında değiştirilmesi, optimum performans için temel bakım görevleridir. Sektör verileri ve çok sayıda çalışma, titiz bir bakımın Yardımcı gaz parametrelerinin optimizasyonu tek başına kesme hızını 15-20%'ye kadar artırabilir11 Aynı zamanda kenar kalitesini artırırken belirli uygulamalarda.
Gelişmiş Makine Özellikleri ve Yazılımlarından Yararlanma
MZBNL tarafından tasarlananlar gibi modern lazer tüp kesme makineleri, genellikle hem işleme hızını hem de kesme hassasiyetini artırmak için özel olarak tasarlanmış bir dizi gelişmiş özellik ile donatılmıştır. \"Uçarak kesme" veya "anında delme", lazer kafasının durup her bir özellik için tam bir delme döngüsü gerçekleştirmesine gerek kalmadan delik ızgaralarını, delikleri veya çok sayıda küçük, yakın aralıklı özelliği kesmek için kullanılan son derece verimli bir tekniktir. Uçarak kesimde lazer ışını, kafa (veya tüp) hareket ettikçe sürekli, akışkan bir hareketle deler ve keser, bu da özellikle çok sayıda küçük iç özelliğe sahip parçalar için genel döngü süresini önemli ölçüde azaltır. Bu teknik, Ahmed'in çeşitli üretim gereksinimlerinde yaygın olan filtrasyon için delikli borular, akustik paneller veya çok sayıda montaj deliği içeren ekran rafları gibi ürünler için özellikle faydalıdır.
Otomatik odaklama sistemleri, lazer ışınının boru yüzeyine göre optimum odak konumunun tutarlı ve otomatik olarak korunmasında çok önemli bir rol oynar. Bu sistemler, malzeme düzlüğündeki küçük değişiklikleri, yüzey düzensizliklerini veya boru konumlandırmasındaki hafif sapmaları telafi edebilir; bu da tutarlı çentik genişliği, kesim kalitesi ve güvenilir kesim hızları elde etmek için hayati önem taşır. Bazı son derece gelişmiş sistemler dinamik odak ayarı sunar, bu da odak noktasının kesme işlemi sırasında aktif olarak değiştirilebileceği anlamına gelir - örneğin, delme için kontur kesmeden farklı bir odak konumu kullanmak veya malzeme kalınlığı değişikliklerine veya kesme hızına göre odağı ayarlamak. BNL makinelerimiz, müşterilerimizin sürekli olarak daha istikrarlı kesim süreçlerine ve farklı boru partilerinde ve çeşitli iş karmaşıklıklarında daha tutarlı, yüksek kaliteli sonuçlara katkıda bulunduğunu bildirdiği son derece duyarlı ve hassas otomatik odaklama sistemlerine sahiptir.
Optimizasyon denkleminde yazılım yetenekleri de eşit derecede önemlidir. Örneğin gelişmiş yerleştirme yazılımı, malzeme kullanımını en üst düzeye çıkarmak ve hurdayı önemli ölçüde azaltmak için bir boru uzunluğu boyunca birden fazla parçanın (veya aynı parçanın birden fazla örneğinin) düzenini ve yerleşimini optimize eder - bu da doğrudan maliyet tasarrufu sağlar. Bu yazılım aynı zamanda kesme yolunu da optimize edebilir.
hızlı travers sürelerini (kesme dışı hareketler) en aza indirmek ve parça başına toplam döngü süresini azaltmak için. Yol optimizasyon algoritmaları, parçanın belirli bir alanında ısı birikimini en aza indirmek (termal bozulmayı azaltmak) veya parçanın kaymasına neden olabilecek daha büyük bölümlerden önce daha küçük, hassas özelliklerin kesilmesini sağlamak için kesme sıralarını akıllıca yeniden sıralayabilir. Ayrıca, MZBNL makinelerine entegre edilen gibi yenilikçi No-CAD sistemleri, birçok standart kesim ve profil için karmaşık çevrimdışı CAD/CAM programlama ihtiyacını ortadan kaldırarak tasarımdan bitmiş parçaya kadar tüm süreci daha da hızlandırır. Bu, çok daha hızlı iş değişimlerine olanak tanır ve makineyi acil veya küçük parti siparişlerine daha duyarlı hale getirir.
Makine Bakımı ve Operatör Becerisinin Etkisi
Bakımı iyi yapılmış bir lazer tüp kesme makinesi, uzun vadede optimum hız ve hassasiyeti elde etmek ve sürdürmek için kesinlikle çok önemlidir. Bu, tüm optik bileşenlerin (aynalar, lensler, koruyucu pencereler) özenli bir şekilde temizlenmesi ve hassas bir şekilde hizalanması, doğrusal kılavuz raylar, vidalı miller ve tahrik sistemleri gibi mekanik bileşenlerin kapsamlı bir şekilde kontrol edilmesi ve yağlanması ve lazer kaynağının teknik özelliklerine göre çalıştığından emin olunması dahil olmak üzere düzenli bir önleyici bakım programını kapsar. Kirli optikler, yanlış hizalanmış ışın veya hareket sisteminde aşırı mekanik boşluk gibi sorunları olan, bakımı iyi yapılmamış bir makine kaçınılmaz olarak sıkı toleransları tutturmakta zorlanacak, bu eksiklikleri telafi etmek için önemli ölçüde daha düşük kesme hızları gerektirebilecek ve tutarsız sonuçlar üretmeye eğilimli olacaktır. Ekipman üreticisi tarafından önerilen önleyici bakım programları, temel operasyonel prosedürler olarak görülmeli ve sıkı bir şekilde takip edilmelidir.
Operatör becerisi, bilgisi ve sürekli eğitimi, modern lazer kesim makinelerindeki artan otomasyonla bile vazgeçilmez varlıklardır. Bu makineler birçok görevi otomatik olarak yerine getirebilse de, bilgili ve deneyimli bir operatör bir sensörün gözden kaçırabileceği ince sorunları tespit edebilir, belirli veya olağandışı malzeme grupları için kesme parametrelerine ustalıkla ince ayar yapabilir ve ortaya çıktıklarında sorunları etkili ve verimli bir şekilde giderebilir. Farklı parametrelerin nasıl etkileşime girdiğine dair derin bir anlayış ve optimum olmayan bir kesimin görsel işaretlerini tanıma yeteneği (örneğin, cüruf oluşumunun özellikleri, çentik genişliğindeki değişiklikler, olağandışı kenar çizgileri veya yanma), malzeme ve zaman tasarrufu sağlayabilecek hızlı ve bilinçli ayarlamalara olanak tanır. İşte tam da bu nedenle MZBNL, müşterilerimiz için kapsamlı operatör eğitim programlarına büyük yatırım yapmaktadır; son derece kullanıcı dostu No-CAD sistemimizde bile, Ahmed Al-Farsi'nin ekibindekiler gibi iyi eğitimli bir operatör, ekipmandan maksimum performans ve verimlilik elde edebilir.
Son olarak, hammadde kalitesinin kesim performansı üzerindeki etkisini asla küçümsemeyin. Bir boru grubunda tutarsız malzeme kalınlığı, kimyasal bileşimdeki farklılıklar veya kötü yüzey koşulları (örn. aşırı pas, tufal, yağ veya boya) lazer kesim işleminin stabilitesini önemli ölçüde etkileyerek sık parametre ayarlamaları gerektirebilir ve potansiyel olarak değişken kesim kalitesine, düşük kesim hızlarına ve artan çapağa yol açabilir. Mantığa aykırı gibi görünse de, saygın tedarikçilerden alınan yüksek kaliteli, tutarlı hammaddelere biraz daha fazla yatırım yapmak genellikle işleme sorunlarının azalması, daha yüksek ulaşılabilir kesme hızları, daha iyi kesim kalitesi ve genel verimin artması şeklinde önemli kazançlar sağlayabilir. A Amerika Lazer Enstitüsü (LIA) tarafından yayınlanan çalışma12 hammadde tutarlılığı ile sıkı üretim toleranslarını tutarlı bir şekilde korurken yüksek kesme hızlarını sürdürme yeteneği arasında doğrudan ve ölçülebilir bir ilişki olduğunu göstermiştir.
| Optimizasyon Faktörü | Strateji | Hassasiyet Üzerindeki Etki | Hız Üzerindeki Etkisi |
|---|---|---|---|
| Karot Kesme Parametreleri | Denge Lazer Gücü, Kesme Hızı, Yardımcı Gaz (Tip, Basınç, Nozul) | Kenar kalitesi, kerf genişliği, HAZ kontrolü için kritik | Malzeme kaldırma oranını doğrudan belirler |
| Odak Pozisyonu | Otomatik odaklamayı kullanarak optimum odağı koruyun; Düzenli olarak kalibre edin | Tutarlı çentik, temiz kesimler sağlar, odaklanmayı önler | Tutarlı delme, daha yüksek hızlarda istikrarlı kesim |
| Gelişmiş Özellikler | Sinek Kesme, Dinamik Köşe Kontrolü, Akıllı Delme Rutinlerini Kullanın | Karmaşık geometriler ve yüksek hızlı hareketler sırasında doğruluğu korur | Kesim dışı zamanı önemli ölçüde azaltır, verimi artırır |
| Yazılım Optimizasyonu | Malzeme verimi için Yerleştirme, daha az seyahat için Yol optimizasyonu kullanın | İstikrarlı, öngörülebilir kesintiler sağlayarak dolaylı olarak | Havalı kesim süresini en aza indirir, kesim sırasını optimize eder |
| Makine Bakımı | Düzenli optik temizliği, Mekanik sistem kontrolleri, Lazer kaynağı kalibrasyonu | Hassasiyetin bozulmasını önler, ışın kalitesini sağlar | Makinenin en yüksek kapasitede çalışmasını sağlar |
| Operatör Becerisi/Eğitimi | Parametre ince ayarı, Erken sorun teşhisi, Süreç anlayışı | Sıkı toleransları elde etme ve sürekli olarak koruma becerisi | Verimli kurulum, hızlı sorun giderme, daha az arıza süresi |
| Malzeme Kalitesi | Tutarlı, yüksek kaliteli boru stoğu kullanın; Temiz yüzeyler | Değişkenliği azaltır, daha öngörülebilir sonuçlara yol açar | Daha istikrarlı, daha yüksek hızda işleme olanağı sağlar |
Yardımcı gaz kesme hızını etkilerDoğru
Yardımcı gaz tipinin ve basıncının optimize edilmesi, kenar kalitesini artırırken kesme hızını 15-20% kadar artırabilir.
Daha yüksek güç her zaman daha hızlı kesim anlamına gelirYanlış
Artan güç daha yüksek hızlara izin verirken, bu ilişki doğrusal değildir ve aşırı güç kötü kenar kalitesine ve daha geniş çentiklere neden olabilir.
Lazer tüp kesme ekipmanı için bakım ipuçları nelerdir?
Değerli lazer tüp kesicinizin tutarlı bakımını ihmal etmenin kaçınılmaz olarak beklenmedik arızalara, yıkıcı duruş sürelerine ve maliyetli, acil onarımlara yol açacağından mı endişeleniyorsunuz? Kötü veya tutarsız bakım uygulamaları, kesim performansının düşmesinin, kritik bileşenlerin erken arızalanmasının ve sinir bozucu üretim durmalarının yaygın bir nedenidir ve bunların tümü, kârlılığınızı ve teslimat programlarını karşılama yeteneğinizi doğrudan ve olumsuz yönde etkiler. Lazer tüp kesim ekipmanınız için tutarlı, önleyici bir bakım rutini uygulamak ve buna özenle bağlı kalmak, uzun ömürlülüğünü sağlamak, optimum performansı korumak ve pahalı, planlanmamış arıza süresi riskini en aza indirmek için en etkili stratejidir.
Temel lazer tüp kesici bakımı, optiklerin (nozul, koruyucu lens) günlük kontrollerini ve temizliğini, kılavuz rayların ve hareket bileşenlerinin haftalık yağlanmasını, filtrelerin (duman çıkarıcı, su soğutucu) aylık kontrolünü ve değiştirilmesini, yardımcı gaz sistemi bütünlüğünün düzenli kontrollerini ve lazer kaynağı sağlık kontrolleri ve kapsamlı optik hizalama gibi kritik görevler için periyodik profesyonel servisi içerir.
Lazer tüp kesme makinesi gibi sofistike bir teknolojiye yatırım yapmak, her işletme için önemli bir finansal ve operasyonel taahhüttür. Ancak bu önemli yatırımı özenli, proaktif ve tutarlı bir bakımla korumak, uzun vadeli başarı için daha fazla olmasa da eşit derecede önemlidir. Uzun yıllar boyunca güvenilir ve verimli bir şekilde çalışan, kârlılığınıza olumlu katkıda bulunan bir makine ile sürekli bir operasyonel hayal kırıklığı, beklenmedik masraflar ve üretim darboğazları kaynağı haline gelen bir makine arasındaki fark gerçekten budur. MZBNL olarak, Ahmed Al-Farsi'nin BAE'deki operasyonu gibi üretim kapasitesini aktif olarak artıran büyüme odaklı işletmeler de dahil olmak üzere tüm müşterilerimize, sürekli üretkenlik elde etmek ve yatırımlarının getirisini en üst düzeye çıkarmak için proaktif bakımın kesinlikle tartışılmaz olduğunu sürekli olarak vurguluyoruz. Sektördeki deneyimler, önleyici bakımın uzun vadede, bir arıza meydana geldikten sonra reaktif onarımlarla uğraşmaktan çok daha uygun maliyetli olduğunu açıkça göstermektedir. Değerli lazer tüp kesme ekipmanınızı en iyi çalışma koşullarında tutmanıza yardımcı olacak temel bakım ipuçlarını ve programlarını inceleyelim.
Günlük ve Haftalık Bakım Rutinleri
Günlük kontroller, lazer tüp kesme ekipmanı için etkili bir önleyici bakım programının en önemli ilk savunma hattını oluşturur. Operatörler, o gün için herhangi bir kesim işlemine başlamadan önce, nozul ucunun ve koruyucu lens penceresinin (bazen kapak sürgüsü olarak da adlandırılır) durumuna özellikle dikkat ederek kesme kafası tertibatını görsel olarak incelemelidir. Nozülde birikmiş sıçrama olmamalı, lazer ışınına göre mükemmel şekilde ortalanmış olmalı ve aşırı derecede aşınmamış olmalıdır. Daha pahalı olan dahili odaklama lensini kesme kalıntılarından ve sıçramalardan koruyan koruyucu lens penceresi kusursuz bir şekilde temiz olmalı ve herhangi bir pus, çatlak veya yanık içermemelidir. Bu pencere kirli, buğulu veya hasarlıysa, lazer enerjisini emerek düşük kesme performansına, ışın bozulmasına ve hatta odaklama merceğinin kendisinde yıkıcı hasara yol açabilir. Uygun bir optik temizleme solüsyonu ve tüy bırakmayan bir mercek mendiliyle üretici talimatlarına uyarak yapılacak hızlı ve dikkatli bir silme işlemi, günlük performans ve merceğin uzun ömürlülüğü açısından önemli bir fark yaratabilir. Bu basit ama kritik kontrol, MZBNL'de tüm yeni makine kurulumları için sağladığımız pratik, 1 günlük yerinde eğitim müfredatının önemli bir bileşeniydi.
Ayrıca operatörler günlük olarak yardımcı gaz beslemesini doğrulamalı, yeterli gaz hacmi olduğundan ve makine girişindeki düzenlenmiş basıncın planlanan iş için doğru olduğundan emin olmalıdır. Ayrıca, makinenin etrafındaki genel alanı, makinenin hareketini veya güvenliğini engelleyebilecek gevşek döküntüler, kesilmiş parçalar veya potansiyel engeller açısından hızlı bir şekilde incelemek de iyi bir uygulamadır. Günlük işlemler tamamlandıktan sonra veya en azından her vardiyanın sonunda, makine yatağındaki, destek çıtalarındaki ve kesme kafası alanının etrafındaki kesme tozu, cüruf ve küçük metal parçacıklarının temizlenmesi şiddetle tavsiye edilir. Bu, optik bileşenleri kirletebilecek, mekanik parçaların düzgün hareket etmesini engelleyebilecek ve hatta aşırı birikmesine izin verilirse yangın tehlikesi oluşturabilecek döküntülerin birikmesini önler.
Haftalık olarak, makinenin dış yüzeyleri ve kolayca erişilebilen iç parçaları daha kapsamlı bir şekilde temizlenmelidir. Bu aynı zamanda, makine üreticisinin bakım kılavuzunda belirtildiği gibi, önerilen tip ve miktarda yağlayıcı kullanılarak doğrusal kılavuz rayların, vidalı millerin ve diğer kritik hareketli parçaların yağlanması için tipik aralıktır. Makine eksenlerinin düzgün, doğru ve düşük sürtünmeli hareketini sağlamak ve erken aşınmayı önlemek için uygun yağlama kesinlikle çok önemlidir. Operatörler veya bakım personeli ayrıca soğutucu ünitesinin su seviyesini ve sıcaklığını da kontrol etmelidir; lazer kaynağı (özellikle fiber lazerler) çok istikrarlı çalışma ve uzun ömür için hassas sıcaklık kontrolü13Herhangi bir soğutucu arızası veya yetersiz soğutma alarmlara, kapanmalara ve hatta lazer rezonatöründe maliyetli hasarlara yol açabilir. Ayrıca, duman emme sisteminin kanallarını, hortumlarını ve bağlantılarını, zararlı dumanları ve partikülleri çalışma alanından uzaklaştırma verimliliğini azaltabilecek herhangi bir sızıntı, tıkanma veya hasar belirtisi açısından incelemek önemlidir. Bazen tozlu olabilen bir ortamda çalışan Ahmed'in BAE'deki ekibi, bu haftalık temizlik ve yağlama programlarına sıkı sıkıya bağlı kalmanın küçük operasyonel aksaklıkların oluşumunu önemli ölçüde azalttığını ve daha tutarlı makine performansına katkıda bulunduğunu keşfetti.
Aylık ve Periyodik Bakım Görevleri
Aylık programda, tipik olarak diğer bazı önemli bakım görevlerinin de zamanı gelir. Duman emme sistemindeki filtreler (ön filtreler, HEPA filtreler veya aktif karbon filtreler gibi) ve su soğutucu ünitesindeki filtreler genellikle kontrol gerektirir ve durumlarına ve makinenin kullanım yoğunluğuna bağlı olarak temizlenmeleri veya değiştirilmeleri gerekebilir. Tıkalı filtreler bu yardımcı sistemlerin verimliliğini önemli ölçüde azaltır, motorlarına veya pompalarına aşırı yük bindirebilir ve duman aspiratörü söz konusu olduğunda tehlikeli hava kaynaklı kirleticilerin atölyeden yetersiz şekilde uzaklaştırılmasına neden olabilir. Ayrıca ışın yolu körüklerinin (CO2 lazer sistemlerinde daha yaygındır, ancak bazı fiber sistemlerde hareketli eksenlerde koruyucu körükler bulunur) herhangi bir yırtılma, delinme veya aşınma belirtisi açısından incelenmesi tavsiye edilir. Hasarlı körükler toz, nem veya diğer kirleticilerin korumalı ışın yoluna veya hassas mekanik alanlara girmesine izin vererek aynalara veya hassas kılavuzlara zarar verebilir.
Aylık veya üç aylık kontroller sırasında, lazer türüne ve üretici tavsiyelerine bağlı olarak, CO2 lazer sistemindeki ışın gönderme aynaları gibi harici optiklerin incelenmesi ve temizlenmesi gerekebilir. Fiber lazer sistemlerinde, ışın kapalı bir fiber optik kablo aracılığıyla doğrudan kesme kafasına iletilirken, kesme kafasının içindeki optikler (kolimasyon lensi, odaklama lensi ve koruyucu pencere) yine de günlük/haftalık kontrollerin bir parçası olarak düzenli bakım ve periyodik olarak daha kapsamlı inceleme gerektirir. Uygun olmayan temizlik hassas optik kaplamaları kolayca çizebileceğinden veya zarar verebileceğinden, performansı düşürebileceğinden ve erken değiştirme gerektirebileceğinden, optik bileşenlerin temizlenmesi, üreticinin öngördüğü prosedürlere kesinlikle uyularak ve yalnızca onaylı temizlik malzemeleri ve teknikleri kullanılarak son derece dikkatli bir şekilde yapılmalıdır.
Üç ayda bir veya altı ayda bir, yine makine kullanımına ve üreticinin yönergelerine bağlı olarak, daha derinlemesine kontroller ve kalibrasyonlar genellikle tavsiye edilir. Bu, tüm optik yol boyunca (CO2 lazerler için) veya kesme kafası içinde genel lazer ışını hizalamasının doğrulanmasını, doğruluğunun devam etmesini sağlamak için otomatik odaklama sisteminin kalibre edilmesini ve herhangi bir aşınma, gevşeklik veya hasar belirtisi için elektrik bağlantılarının, kabloların ve güvenlik kilitlerinin incelenmesini içerebilir. MZBNL de dahil olmak üzere bazı makine üreticileri gelişmiş uzaktan teşhis özellikleri sunmaktadır. Bunlar, servis teknisyenlerimizin olası sorunları belirlemeye yardımcı olmak, hata günlüklerini analiz etmek veya bir sorun kritik hale gelmeden ve kapanmaya neden olmadan önce sorun giderme prosedürleri aracılığıyla yerel bakım personeline rehberlik etmek için internet üzerinden (müşterinin izniyle) makineye bağlanmasına olanak tanır. Ahmed gibi müşterilerimize genellikle bu daha ayrıntılı periyodik kontrollerde uzaktan rehberlik ederek, makinelerinin üretim programlarında en az kesinti ile en yüksek operasyonel performansı sürdürmelerini sağlamalarına yardımcı oluyoruz. Küresel servis departmanımızdan elde edilen veriler, sağlam bir periyodik bakım programını özenle takip eden müşterilerin aşağıdakileri yaşadığını sürekli olarak göstermektedir 30%'ye kadar daha az planlanmamış kesinti süresi14 daha reaktif bakım uygulamalarına sahip olanlara kıyasla.
Profesyonel Servis ve Kayıt Tutmanın Önemi
Birçok rutin günlük, haftalık ve hatta aylık bakım görevi iyi eğitimli makine operatörleri veya şirket içi bakım personeli tarafından yerine getirilebilir ve getirilmelidir, ancak bazı son derece özel görevler en iyi şekilde makine üreticisinin veya yetkili servis sağlayıcılarının kalifiye servis teknisyenlerine bırakılmalıdır. Bunlar tipik olarak lazer kaynağının kendisinin büyük bakımını (örn. rezonatör durumunun kontrolü, güç çıkışı kalibrasyonu), özel aletler gerektiren kapsamlı optik hizalama prosedürlerini veya karmaşık mekanik ayarlamaları ve kalibrasyonları içerir. Çoğu lazer kesim makinesi üreticisi, makinenin yaşına, türüne ve kullanım yoğunluğuna bağlı olarak yılda veya iki yılda bir profesyonel servis ziyareti önermektedir. Bu profesyonel kontroller, genellikle görünmeyen kritik bileşenlerin, belirli makine modeli hakkında derinlemesine bilgi sahibi olan ve en son servis bültenlerine ve yazılım güncellemelerine erişimi olan uzmanlar tarafından incelenmesini, test edilmesini ve bakımının yapılmasını sağlar.
Lazer kesim makinesinde gerçekleştirilen tüm bakım faaliyetlerinin titiz, doğru ve güncel kayıtlarının tutulması son derece önemlidir. Bu kayıtlar servis tarihlerini, gerçekleştirilen görevlerin net bir tanımını, değiştirilen parçaların ayrıntılarını (parça numaraları dahil), alınan ölçümleri (örneğin güç çıkışı okumaları) ve operatör veya teknisyen tarafından yapılan ilgili gözlemleri içermelidir. Bu kapsamlı bakım kaydı, makinenin zaman içindeki performansını izlemek, yinelenen sorunları veya aşınma modellerini belirlemek, gelecekteki önleyici bakımı etkili bir şekilde planlamak için paha biçilmez bir geçmiş kayıt haline gelir ve karmaşık sorun giderme gerektiğinde son derece yararlı olabilir. Ayrıca, ISO 9001 gibi kalite yönetimi sertifikalarını hedefleyen veya elde etmiş olan işletmeler için, iyi belgelenmiş bakım kayıtları genellikle süreç kontrolü ve ekipman bakımını göstermek için zorunlu bir gerekliliktir.
Son olarak, yaygın sarf malzemeleri ve sık değiştirilen aşınma kalemleri için yedek parçaların yönetilmesi ve hazır bulundurulmasına yönelik bir sistem oluşturulması, potansiyel makine arıza sürelerini önemli ölçüde azaltabilir. Bu tipik olarak çeşitli boyutlardaki kesme nozulları, koruyucu lens pencereleri, kesme kafası için seramik izolatör parçaları ve belki de belirli filtreler gibi öğeleri içerir. Ahmed Al-Farsi başlangıçta Çin'den tedarik edilen bir makine için yedek parçaların bulunabilirliği ve teslim süreleri konusunda endişe duysa da, köklü küresel distribütör ağlarımız ve MZBNL'nin bölgesel merkezlerde kritik yedek parçaların hazır stoklarının bulundurulmasını da içeren kapsamlı satış sonrası desteğe olan güçlü bağlılığı, kendisine hızlı bir şekilde güven verdi. Sürekli teknik destek, eğitim güncellemeleri ve verimli yedek parça lojistiği için makine tedarikçinizle iyi ve iletişimsel bir ilişki kurmak, uzun vadeli operasyonel başarı sağlamanın ve lazer kesim ekipmanınızın üretken ömrünü en üst düzeye çıkarmanın genellikle göz ardı edilen önemli bir parçasıdır. MZBNL'deki deneyimlerimiz, sahada makul bir kritik sarf malzemesi stoğu bulunduran proaktif müşterilerin, küçük, kolayca değiştirilebilir bir parçanın arızalanması durumunda önemli ölçüde daha kısa duruş süreleri yaşadıklarını ve üretime çok daha hızlı geri döndüklerini açıkça göstermektedir.
| Bakım Sıklığı | Görev Örnekleri | Amaç | Sorumluluk |
|---|---|---|---|
| Günlük | Nozul ve Koruyucu Lensi İnceleyin/Temizleyin, Yardımcı Gaz Basıncını Kontrol Edin, Makine Döküntülerini Temizleyin | Ani kesim kalitesi sorunlarını önleyin, Operasyonel hazırlığı sağlayın, Temel güvenlik kontrolleri | Operatör |
| Haftalık | Kılavuz Rayları ve Hareket Bileşenlerini Yağlayın, Soğutucu Su Seviyesini ve Sıcaklığını Kontrol Edin, Duman Hortumlarını İnceleyin | Düzgün hareket sağlayın, Lazer kaynağını koruyun, Hava kalitesi sistem bütünlüğünü koruyun | Operatör/Bakım |
| Aylık | Filtreleri Temizleyin/Değiştirin (Çeker Ocak, Soğutucu), Işın Yolu Körüklerini Kontrol Edin (varsa) | Yardımcı sistem verimliliğini koruyun, Optik yol kirlenmesini önleyin | Eğitimli Bakım Personeli |
| Periyodik (Çeyrek/Yarı Yıl) | Işın Hizalamasını Doğrulayın (uygulanabildiği gibi), Otomatik Odaklamayı Kalibre Edin, Elektrik ve Kilitleri Kontrol Edin | Uzun vadeli hassasiyet ve güvenlik sağlayın, Önleyici sorun tespiti, Kalibrasyonları onaylayın | Nitelikli Teknik/Bakım. |
| Yıllık/Önerildiği Gibi | Lazer Kaynağı Sağlık Kontrolü/Servisi, Büyük Optik Hizalama, Karmaşık Mekanik Ayarlamalar | Kritik sistemlerin en yüksek performansını korumak, Karmaşık aşınma/sorunları ele almak, Yazılım güncellemeleri | Prof. Servis Teknisyeni |
Günlük lens temizliği ışın bozulmasını önlerDoğru
Işını bozabilecek ve dahili bileşenlere zarar verebilecek lazer enerjisini emmekten kaçınmak için koruyucu lens penceresi temiz tutulmalıdır.
Yağlama sadece yılda bir kez gereklidirYanlış
Kılavuz raylar ve vidalı miller gibi kritik hareketli parçalar, erken aşınmayı önlemek ve sorunsuz çalışmayı sağlamak için haftalık yağlama gerektirir.
Sonuç
Dikkatli malzeme seçimi ve hassas adım adım uygulamadan özenli, sürekli bakıma kadar lazer boru kesiminin inceliklerine hakim olmak, operasyonunuzu sürekli olarak hassas ve verimli üretim elde etmek için güçlendirir. Bu ayrıntılı adımları ve en iyi uygulamaları benimseyerek, özellikle MZBNL'nin yenilikçi No-CAD ve verimli besleme sistemleri gibi gelişmiş çözümlerle, üretim yeteneklerinizi gerçekten dönüştürebilir ve günümüzün rekabetçi metal işleme ortamında üstün sonuçlar elde edebilirsiniz.
-
Lazer kesimin israfı azaltarak ve verimliliği artırarak kârlılığı nasıl artırdığına ilişkin verileri keşfedin. ↩
-
Özellikle yansıtıcı metaller ve kesim verimliliği için fiber lazer avantajları hakkında bilgi edinin. ↩
-
Sektör eğilimleri ve büyümesi hakkında 2023 lazer kesim pazar raporundan içgörülere erişin. ↩
-
Isı emiliminin lazer ışınlarını nasıl bozabileceğini ve kesim hassasiyetini nasıl etkileyebileceğini öğrenin. ↩
-
Lazer kesici hareketlerini ve işlemlerini belirleyen programlama dilini anlama. ↩
-
Lazer kesim sırasında oluşan hava kaynaklı kirleticilere yönelik güvenlik standartları hakkında bilgi edinin. ↩
-
CAD yazılımının üretim için hassas dijital modeller oluşturmadaki rolü hakkında bilgi edinin. ↩
-
Farklı yardımcı gazların lazer kesimde kesim kalitesini ve verimliliği nasıl artırdığını keşfedin. ↩
-
Lazer kesim makinelerinin otomatikleştirilmesi ve yönlendirilmesinde CNC kontrolörlerinin işlevini anlamak. ↩
-
HAZ, oluşumu ve lazer kesimde malzeme özellikleri üzerindeki etkisi hakkında bilgi edinin. ↩
-
Yardımcı gaz optimizasyonunun lazer kesim hızını ve kenar kalitesini nasıl iyileştirdiğini gösteren çalışmaları keşfedin. ↩
-
Malzeme kalitesinin lazer kesim hızını ve hassasiyetini nasıl etkilediğine ilişkin LIA araştırmasına erişin. ↩
-
Sabit sıcaklıkların fiber lazerleri nasıl koruduğunu ve tutarlı kesme performansı sağladığını anlayın. ↩
-
Proaktif bakımın maliyetli üretim kesintilerini nasıl önemli ölçüde azalttığına ilişkin sektör verilerini keşfedin. ↩
Sorularınız mı var veya daha fazla bilgiye mi ihtiyacınız var?
Kişiselleştirilmiş yardım ve uzman tavsiyesi için bizimle iletişime geçin.